
Maquinação de engrenagens
Temos uma máquina de modelação de engrenagens CNC
Máquina de fresagem de engrenagensA máquina de fresagem de engrenagens, a máquina de brochagem vertical de estrias, desde o forjamento de materiais até à maquinagem de precisão e ao processamento de engrenagens, reflectem a rastreabilidade da tecnologia e da qualidade.
O nosso processamento de equipamento O equipamento pode fabricar anéis de engrenagem internos e externos e suportes giratórios dentro de 2 metros, amplamente utilizados em transmissão, energia eólica, escavadeira, guindaste de torre, sistema de controlo de fluxo e outros campos.

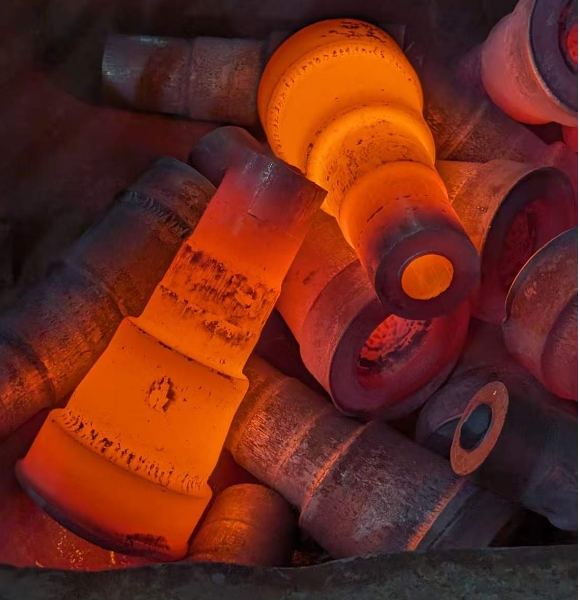
Cenário de aplicação do forjamento de engrenagens
O processo de forjamento é normalmente necessário para ocasiões com elevados requisitos de resistência,
resistência ao desgaste e a vida útil da engrenagem, e os objectivos são os seguintes:
Engrenagens pesadas: caixas de velocidades de engenharia, equipamento mineiro, caixas de velocidades de energia eólica e outros componentes que suportam cargas de binário e de impacto elevadas.
Sistema de transmissão de elevado desempenho: Eixo de tração de camiões pesados, borda de roda de eixo grande, sistema de propulsão marítima e outras áreas em que o ambiente de trabalho é relativamente duro.

Θ Tratamento térmico:
A combinação de material, forjamento e tratamento térmico pode garantir melhor a densidade e as propriedades mecânicas do material, bem como a resistência ao desgaste.
Θ Vantagens:
Propriedades mecânicas: a resistência e a tenacidade são muito superiores às das peças fundidas ou maquinadas puras.
As linhas de fluxo de fibras estão distribuídas ao longo do perfil da engrenagem para melhorar a resistência à fadiga e ao impacto.
Processo de conformação de peças em bruto para engrenagens
(1) Forjamento a quente e extrusão a frio:
deformação plástica do tarugo de metal através de forjamento a quente ou a frio, formação de engrenagens em branco e, em seguida, formação através de fresagem, modelação de engrenagens e outros processos.
Cenário de aplicação: Engrenagem de média e alta resistência (como transmissão automóvel, engrenagem de máquinas de engenharia).
Caraterísticas: organização densa, boas propriedades mecânicas, forte resistência à fadiga, mas o custo e as taxas de molde são elevados.
(2) Fundição:
fundição em areia, fundição de precisão, etc.
Cenários de aplicação: formas grandes e complexas ou engrenagens produzidas em massa.
Caraterísticas: solto, pouco resistente, mas de baixo custo.

(3) Metalurgia do pó: prensagem de pó metálico após sinterização.
Cenário de aplicação: Pequenas engrenagens de alta precisão (tais como ferramentas eléctricas, engrenagens de electrodomésticos).
Caraterísticas: formação de rede próxima, elevada taxa de utilização de material, mas precisão insuficiente, baixa capacidade de carga.
(4) Maquinação direta: torneamento e fresagem diretos a partir de material metálico em barra.
Cenário de aplicação: Protótipo, pequeno lote ou engrenagem de alta precisão.
Caraterísticas: Desperdício de material, desempenho geral, custo elevado.

Tecnologia de processamento da forma do dente da engrenagem
(1) fresagem:
A utilização de fresagem e movimento de malha de tarugo de engrenagem cortando a forma do dente.
Caraterísticas: Alta eficiência, precisão até IT7-IT8, adequado para pequenos módulos.
(2) Máquina de engrenagens:
Cortador de engrenagens com movimento recíproco para cima e para baixo para cortar a forma da engrenagem.
Caraterísticas: Baixa eficiência, mas a precisão é equivalente à da fresagem.
(3) Fresagem de dentes:
corte dente a dente com uma fresa de disco ou de dedo.
Caraterísticas: elevada flexibilidade, adequada para produtos de rolamentos de giro de grandes dimensões, mas baixa eficiência.
(4) Dentes de barbear:
faca de barbear e engrenagem para enrolar, remover uma pequena quantidade de excedente.
Caraterísticas: Após o processo de fresagem, a precisão pode atingir o nível IT6-IT7, alta eficiência.
(5) Retificação de engrenagens:
rebolo para retificar a superfície do dente, melhorar a precisão e o acabamento.
Caraterísticas: A precisão pode atingir o nível IT4-IT5, utilizado para engrenagens de alta precisão (como as engrenagens do sector automóvel e aeroespacial), mas o custo é elevado.
(6) Afiação de engrenagens:
Utilizar o disco de afiar para melhorar a rugosidade da superfície do dente.
Caraterísticas: Adequado para o acabamento de engrenagens após a têmpera.
(7) dentes de brochar:
o furo interior da ferramenta de brochar é formado uma vez.
Caraterísticas: Alta eficiência, adequada para pequenas aberturas, mas o custo da ferramenta é elevado.
Processo de tratamento térmico da engrenagem
⊆ Processo de tratamento térmico de engrenagens:
Revenido: melhora a resistência e a tenacidade global da engrenagem (aço de médio carbono).
Carburação de aço com baixo teor de carbono: melhora a dureza da superfície e a resistência ao desgaste (como o SAE8620H).
⊆ Nitretação:
tratamento a baixa temperatura, pequena deformação, adequado para engrenagens de precisão.
Endurecimento por indução: endurecimento local da superfície do dente, alta eficiência, mas baixa precisão.
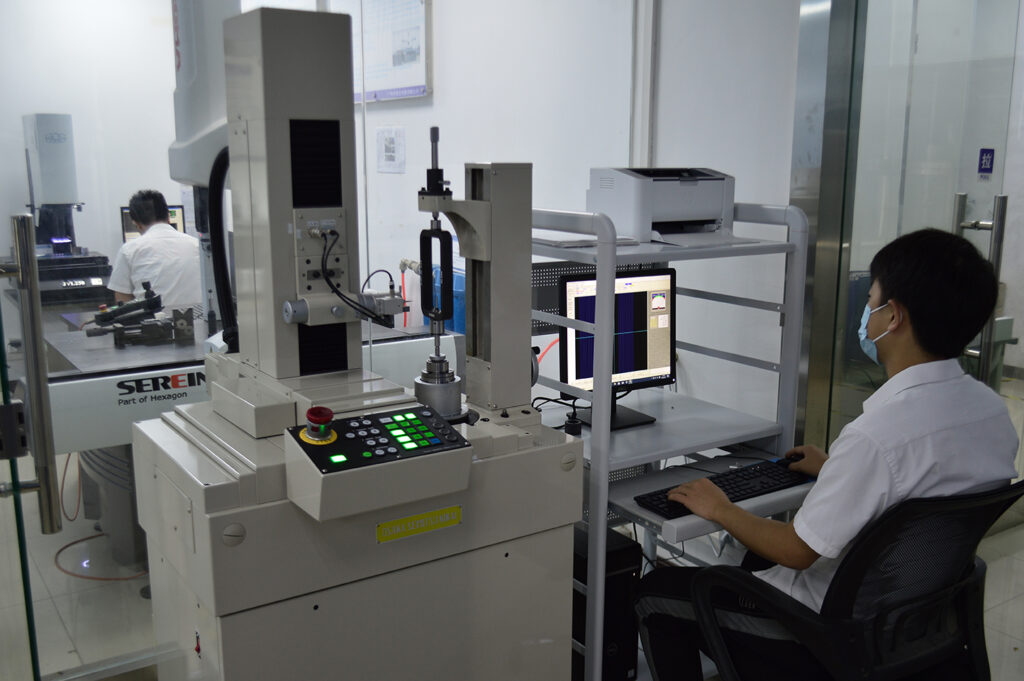
Pós-processamento e deteção
⊆ Retificação de engrenagens:
melhorar o nível de precisão e a correspondência de folgas.
⊆ Testes:
centro de medição de engrenagens (precisão), medidor de coordenadas (geometria), ensaio de dureza, etc.
Sugestão de referência do processo
Forjamento de engrenagens de alta precisão para trabalhos pesados → fresagem de engrenagens → têmpera por cementação → retificação de engrenagens
Engrenagem em massa de baixo custo Extrusão a frio/Metalurgia dos pós → Corte (ou enformação direta)
Fundição de grandes engrenagens de baixa velocidade → fresagem de engrenagens → têmpera