
Tolleranza nella Forgiatura: Limiti, Lavorazioni e Costi
Nella produzione industriale, la tolleranza nella forgiatura è spesso fraintesa. Molti ritengono che la forgiatura possa raggiungere la stessa precisione della lavorazione meccanica, ma non è così. La forgiatura è progettata per modellare il materiale in modo efficiente e migliorare le proprietà meccaniche grazie al flusso del grano, non per ottenere la precisione finale.
Per ingegneri e responsabili acquisti nel settore OEM, è fondamentale comprendere quale precisione sia realmente ottenibile, quando sia necessaria la lavorazione successiva e come questi fattori influenzino costi e tempi di consegna.
Questo articolo analizza i principali intervalli di tolleranza, i fattori che li influenzano e le strategie per ottimizzare precisione e costi.
Che cos'è la tolleranza nella forgiatura?
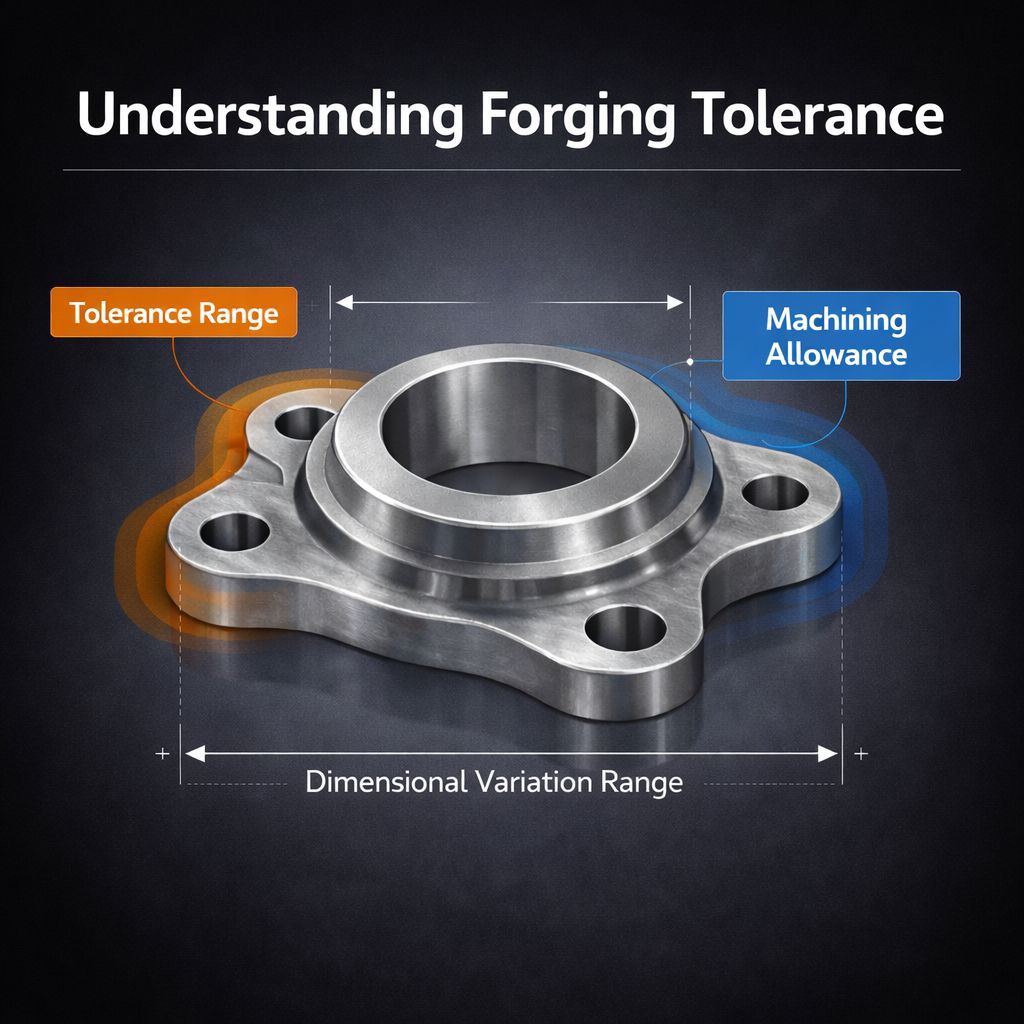
La tolleranza nella forgiatura rappresenta la deviazione ammissibile tra la geometria reale del pezzo forgiato e quella nominale. È una conseguenza diretta del processo di deformazione plastica.
A differenza della lavorazione meccanica, che rimuove materiale con elevata precisione, la forgiatura modella il materiale sotto pressione, generando variazioni dimensionali naturali.
Fattori principali:
- Flusso del materiale (influenza la stabilità della deformazione)
- Condizione degli stampi (usura e precisione)
- Raffreddamento e ritiro termico
- Stabilità del processo
La forgiatura offre una struttura del grano continua, migliorando significativamente la resistenza, ma con una precisione dimensionale inferiore rispetto alla lavorazione meccanica.
Tipi di tolleranze nella forgiatura
Nella pratica ingegneristica, la tolleranza nella forgiatura può essere suddivisa in diverse categorie, a seconda di come le dimensioni sono controllate e valutate:
- Tolleranze dimensionali: variazioni lineari come diametro, lunghezza o spessore
- Tolleranze di forma: includono planarità, rettilineità e rotondità, influenzate dal flusso del materiale e dal raffreddamento
- Tolleranze di posizione: si riferiscono alla posizione relativa di elementi come fori o scanalature
Ogni tipo è influenzato da fattori di processo diversi e può richiedere strategie differenti per la lavorazione successiva. Comprendere queste categorie aiuta a definire tolleranze realistiche ed evitare costi inutili.
Intervallo di tolleranza e precisione tipica nella forgiatura
I valori variano in base al processo, materiale e dimensioni:
- Forgiatura a caldo: IT13–IT16
- Forgiatura a freddo: IT8–IT11
- Forgiatura libera: IT15–IT18
All’aumentare delle dimensioni del pezzo, aumentano anche le deviazioni a causa di:
- effetti termici
- complessità del flusso
- deformazioni dello stampo
Rispetto alla lavorazione meccanica (IT6–IT7), la forgiatura non può garantire precisioni elevate, ma può realizzare il 70–90% della forma finale, riducendo costi e tempi di lavorazione.
Fattori che influenzano le tolleranze
Diversi fattori influenzano direttamente la tolleranza nella forgiatura in produzione reale:
- Comportamento del materiale: diversi materiali rispondono in modo diverso alla deformazione e al raffreddamento, influenzando la stabilità dimensionale
- Progettazione e usura degli stampi: precisione e usura influenzano la consistenza, soprattutto nella produzione in serie
- Controllo della temperatura: riscaldamento o raffreddamento non uniforme possono causare deformazioni
- Geometria del pezzo: sezioni sottili o forme complesse aumentano la difficoltà di controllo delle tolleranze
- Stabilità del processo: attrezzature e esperienza dell’operatore determinano la precisione ottenibile
Comprendere questi fattori aiuta a ottimizzare la tolleranza e ridurre i costi di lavorazione successiva.
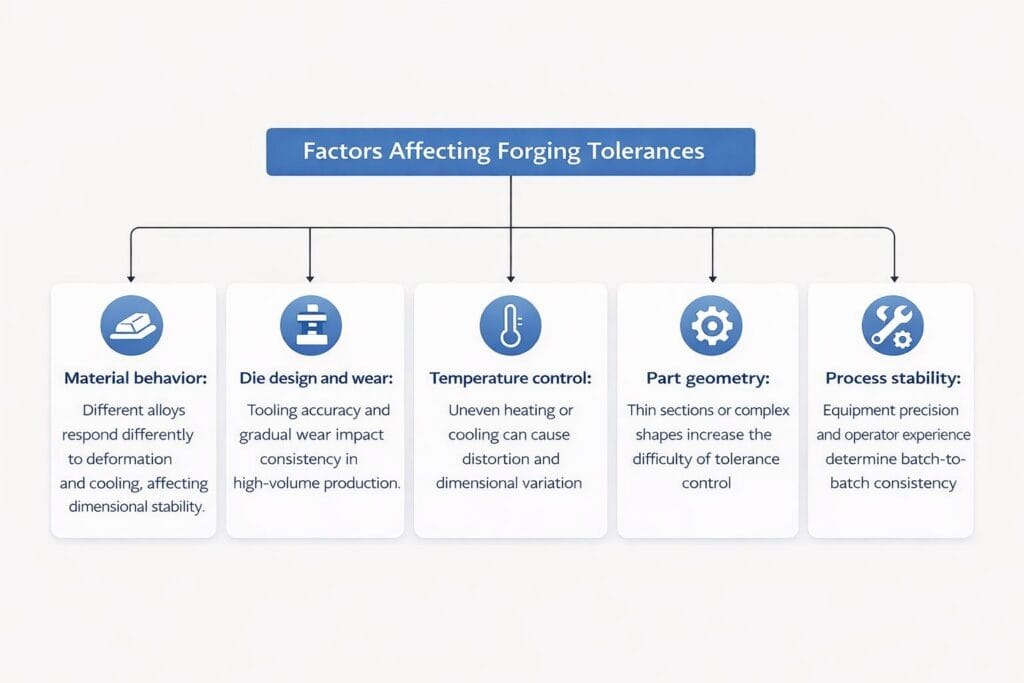
Tabella delle tolleranze nella forgiatura: cosa mostrano i dati
Una tabella delle tolleranze fornisce un riferimento pratico su come la variazione dimensionale cambia con la dimensione del pezzo e le condizioni di processo.
In generale, le tolleranze aumentano con la dimensione del pezzo a causa degli effetti termici e della complessità del flusso del materiale.
Tabella tipica
| Dimensione pezzo | Tolleranza tipica | Sovrametallo |
|---|---|---|
| ≤100 mm | ±0,5–1,5 mm | 1–2 mm |
| 100–500 mm | ±1,5–3 mm | 2–4 mm |
| ≥500 mm | ±3–6 mm | 3–6 mm |
Osservazioni chiave:
- Pezzi più grandi mostrano maggiore variazione
- Dimensioni maggiori richiedono più sovrametallo
- La consistenza dipende dalla qualità del processo
Tolleranze tipiche per caratteristiche
Oltre alla tolleranza generale, diverse caratteristiche geometriche mostrano livelli diversi di variazione.
| Caratteristica | Tolleranza tipica |
|---|---|
| Planarità | 0,3–1% della lunghezza |
| Rettilineità | 0,5–1% |
| Posizione fori | ±0,8–1,5 mm |
| Rugosità superficiale | Ra 6,3–12,5 µm |
Questi valori dipendono da dimensioni, materiale e controllo del processo. Nelle applicazioni critiche, queste caratteristiche sono generalmente rifinite tramite lavorazione meccanica.
Perché la forgiatura non può raggiungere la precisione finale
La forgiatura non è progettata per ottenere precisione finale. Il suo scopo è creare una forma strutturalmente solida in modo efficiente.
Limitazioni principali:
- Espansione termica durante la forgiatura
- Usura degli stampi durante la produzione
- Rugosità superficiale generalmente superiore a Ra 6,3 µm
Rispetto alla lavorazione meccanica, in cui la rimozione del materiale è controllata con precisione, la forgiatura è meno prevedibile su scala micro.
Per questo motivo, la forgiatura e la lavorazione non sono processi in competizione, ma complementari.
Sovrametallo nella forgiatura: come migliora la precisione
Il sovrametallo nella forgiatura è un concetto fondamentale che collega forgiatura e lavorazione meccanica.
Lasciando materiale extra durante la forgiatura, i produttori possono:
- Compensare variazioni dimensionali
- Rimuovere difetti superficiali
- Ottenere geometrie precise
I valori tipici variano da 1 a 5 mm, a seconda delle dimensioni e dei requisiti.
Questo approccio consente di ottenere tolleranze finali come IT6–IT8, necessarie per ingranaggi, alberi e componenti di precisione.
Forgiatura vs Fusione vs Lavorazione Meccanica
| Processo | Tolleranza | Finitura | Proprietà meccaniche | Costi |
|---|---|---|---|---|
| Fusione | IT14–IT18 | Ruvida (Ra 12,5–25 µm) | Inferiori, rischio porosità | Costi iniziali bassi |
| Forgiatura | IT13–IT16 | Media (Ra 6,3–12,5 µm) | Eccellenti (grain flow) | Equilibrati |
| Lavorazione | IT6–IT8 | Fine (Ra ≤1,6 µm) | Dipende dal materiale | Costi elevati |
Conclusioni chiave:
- La forgiatura fornisce una base strutturale solida ma richiede lavorazione
- La fusione offre flessibilità ma qualità inferiore
- La lavorazione garantisce precisione ma con costi più elevati
Tolleranza nella forgiatura near-net-shape
La forgiatura near-net-shape si riferisce alla produzione di componenti vicini alla geometria finale per ridurre la lavorazione.
Questo approccio migliora l’utilizzo del materiale e riduce i tempi di lavorazione.
Tuttavia, non elimina completamente la lavorazione meccanica. Le superfici funzionali richiedono comunque finitura per ottenere tolleranze strette.
In pratica, può ridurre il sovrametallo del 30–60%, ma la precisione finale dipende comunque dalle operazioni successive.
Come scegliere la tolleranza corretta nella forgiatura
La scelta della tolleranza corretta richiede un equilibrio tra prestazioni, costi e producibilità.
Fattori chiave:
- Requisiti funzionali
- Efficienza dei costi
- Volume produttivo
- Fattibilità produttiva
Nella maggior parte delle applicazioni OEM, la soluzione ottimale è combinare forgiatura e lavorazione.
L’obiettivo non è la massima precisione nel processo di forgiatura, ma il miglior equilibrio tra costo e prestazioni.
Conclusione
Comprendere la tolleranza nella forgiatura è essenziale per prendere decisioni di produzione più efficaci.
La forgiatura offre resistenza strutturale ed efficienza, mentre la lavorazione meccanica garantisce precisione finale.
Nella maggior parte delle applicazioni, la combinazione dei due processi rappresenta la soluzione più pratica ed economica.
👉 Se stai valutando un nuovo progetto o ottimizzando un design esistente, inviaci disegni o specifiche. Saremo lieti di fornirti un supporto tecnico professionale.