
Inspección de forja: cómo verificar la calidad antes de la entrega
En la fabricación industrial, la inspección de forja es fundamental para garantizar la fiabilidad y el rendimiento a largo plazo. Aunque los componentes puedan cumplir inspecciones básicas, pueden existir defectos ocultos que solo aparecen en condiciones reales de trabajo.
Para compradores OEM e ingenieros, verificar la calidad antes de la entrega es un paso clave para reducir riesgos. Un proceso de inspección bien estructurado permite identificar defectos internos y asegurar un rendimiento consistente entre distintos lotes de producción.
En este artículo explicamos cómo funciona la inspección de forja, qué métodos se utilizan y cómo evaluar la capacidad de inspección de un proveedor.

Por qué la inspección de forja es importante para los compradores OEM
Una inspección de forja eficaz comienza con la comprensión de los defectos más comunes que afectan la resistencia y la fiabilidad.
Los defectos típicos incluyen:
- Cracks (grietas) – causadas por temperaturas inadecuadas o tensiones excesivas
- Laps (pliegues) – superposición del material durante la deformación
- Inclusions (inclusiones) – impurezas que reducen la resistencia del material
- Porosity (porosidad) – vacíos internos que afectan la densidad
Si no se detectan a tiempo, estos defectos pueden provocar fallos durante el servicio. Para más información, consulta nuestra guía de defectos en forja.
En la práctica, la detección depende de métodos adecuados de inspección de forja, como UT o MT. Una inspección fiable debe ser siempre una prioridad, especialmente en componentes críticos.
Defectos comunes en piezas forjadas que deben detectarse
Una inspección eficaz comienza con la comprensión de los defectos más comunes que afectan la resistencia y fiabilidad.
Los defectos típicos incluyen:
- Cracks (grietas) – causadas por temperatura inadecuada o tensiones excesivas
- Laps (pliegues) – superposición del material durante la deformación
- Inclusions (inclusiones) – impurezas que reducen la resistencia del material
- Porosity (porosidad) – vacíos internos que afectan la densidad
Si no se detectan a tiempo, estos defectos pueden provocar fallos en servicio.
En la práctica, la detección depende de métodos adecuados de inspección de forja, como UT o MT. Una inspección fiable debe ser siempre una prioridad, especialmente en componentes críticos.
Métodos de inspección: UT vs MT vs RT
Tras identificar los defectos, el siguiente paso es elegir el método de inspección adecuado.
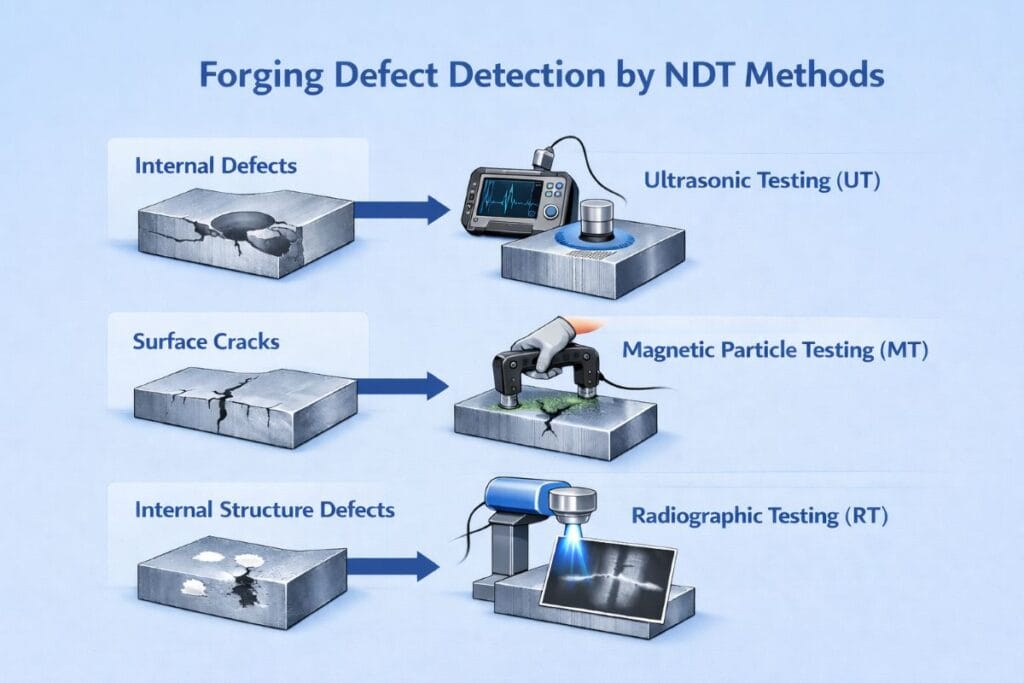
Los métodos NDT más utilizados son:
- Ultrasonic Testing (UT) – para defectos internos
- Magnetic Particle Testing (MT) – para defectos superficiales
- Radiographic Testing (RT) – para estructura interna y porosidad
Cada método está diseñado para detectar tipos específicos de defectos. En la práctica, suelen combinarse para una evaluación completa.
Ultrasonic Testing (UT): defectos internos
La inspección por ultrasonidos se utiliza para detectar defectos internos como grietas e inclusiones.
Ventajas:
- Alta penetración
- Gran sensibilidad
- Ideal para componentes críticos o de gran espesor
Limitaciones:
- Requiere operadores cualificados
- Menos eficaz para defectos superficiales
Magnetic Particle Testing (MT): defectos superficiales
El método MT permite detectar defectos superficiales y sub-superficiales en materiales ferromagnéticos.
Ventajas:
- Rápido y económico
- Alta sensibilidad para grietas superficiales
- Ideal tras mecanizado
Limitaciones:
- Solo aplicable a materiales magnéticos
- No detecta defectos internos
Radiographic Testing (RT): estructura interna
La radiografía industrial utiliza rayos X para analizar la estructura interna de los componentes.
Ventajas:
- Visualización detallada
- Eficaz para detectar porosidad
- Adecuado para geometrías complejas
Limitaciones:
- Mayor coste
- Requisitos de seguridad elevados
UT vs MT vs RT: How to Choose
Cada método de inspección de forja está diseñado para detectar un tipo específico de defecto:
- UT → defectos internos
- MT → grietas superficiales
- RT → estructura interna y porosidad
En la práctica, estos métodos suelen combinarse según los requisitos de la aplicación.
La siguiente tabla compara UT, MT y RT en la inspección de forja:
| Método | Detecta | Ideal para | Limitaciones | Uso típico |
|---|---|---|---|---|
| UT | Defectos internos | Secciones gruesas, componentes críticos | Requiere personal cualificado | Inspección interna |
| MT | Grietas superficiales | Materiales ferromagnéticos | No detecta defectos internos | Inspección tras mecanizado |
| RT | Estructura interna, porosidad | Componentes complejos | Mayor coste, requisitos de seguridad | Verificación estructural |
En la mayoría de los casos, UT se utiliza para inspección interna, mientras que MT se aplica después del mecanizado para detectar defectos superficiales. RT se emplea cuando se requiere una verificación detallada de la estructura interna.
Elegir la combinación adecuada garantiza una calidad fiable antes de la entrega, especialmente en componentes críticos.
Inspección de forja antes de la entrega: qué verificar
Antes de la entrega, la inspección debe seguir una lista estructurada para asegurar que todos los aspectos críticos estén verificados.
Los puntos clave incluyen:
- Certificación del material – verificación de composición y trazabilidad
- Inspección dimensional – confirmación de tolerancias y geometría
- Verificación del tratamiento térmico – control de dureza y propiedades
- Resultados NDT – confirmación de ausencia de defectos
- Estado superficial – inspección de grietas y deformaciones
Un proceso sistemático de inspección reduce significativamente los riesgos después de la entrega.
Normas y requisitos en la inspección de forja
La inspección de forja se basa normalmente en estándares como ASTM, EN/DIN e ISO, que definen métodos de ensayo y criterios de aceptación. Sin embargo, el cumplimiento de normas por sí solo no garantiza la calidad.
La ejecución consistente, el control del proceso y la documentación clara son igualmente importantes.
En proyectos OEM, pueden aplicarse requisitos adicionales, como criterios más estrictos, métodos NDT (UT, MT) y trazabilidad completa. En la práctica, una inspección fiable depende tanto del cumplimiento normativo como de la capacidad del proveedor para aplicarlo correctamente.
Proceso de control de calidad desde materia prima hasta inspección final
La inspección de forja forma parte de un sistema integral de control de calidad. El control debe mantenerse durante todo el proceso de fabricación.
Las etapas típicas incluyen:
- Inspección de materia prima
- Control del proceso de forja
- Verificación del tratamiento térmico
- Inspección tras mecanizado
- Inspección final antes de la entrega
Un proceso integrado garantiza una calidad consistente y reduce la variabilidad entre lotes.
Cómo evaluar la capacidad de inspección de un proveedor
Evaluar la capacidad de inspección de un proveedor es fundamental para los compradores OEM, ya que refleja la fiabilidad global del proceso de fabricación.
Los criterios clave incluyen:
- Flujo completo de inspección
- Disponibilidad de informes de inspección
- Trazabilidad completa
- Soporte para inspecciones de terceros
Un sistema de inspección sólido es un claro indicador de un proveedor fiable.
Informe de inspección de forja: qué debe incluir
Un informe de inspección de forja respalda las decisiones técnicas y de compra al garantizar transparencia y trazabilidad. Debe confirmar el cumplimiento de los requisitos manteniendo la consistencia entre lotes.
Normalmente incluye:
- Certificación del material – composición, propiedades mecánicas y trazabilidad del lote
- Datos dimensionales – dimensiones clave y tolerancias
- Resultados NDT – UT, MT o RT para verificar la integridad interna y superficial
- Registros de tratamiento térmico – dureza y parámetros del proceso
Para componentes críticos, también pueden requerirse identificación del lote, estándares de inspección y verificación por terceros.
Un informe claro mejora la comunicación y acelera la aprobación antes de la entrega.
Cómo Weforging garantiza una inspección fiable
En Weforging, la inspección de forja está integrada en todo el proceso productivo. Desde la materia prima hasta la entrega final, cada etapa es controlada y trazable para garantizar una calidad estable.
Nuestro sistema de control de calidad cubre todas las fases de inspección, asegurando resultados consistentes entre diferentes lotes.
Nuestro enfoque se basa en:
✔ Trazabilidad completa – seguimiento por número de lote y registros de producción
✔ Control a nivel de proceso – supervisión durante forja, tratamiento térmico y mecanizado
✔ Capacidad NDT – aplicación de UT y MT según los requisitos del componente
✔ Consistencia entre lotes – calidad estable en distintas producciones
✔ Informes claros – fácil verificación y aprobación por parte de clientes OEM
Este enfoque permite a los clientes verificar la calidad con confianza y reducir riesgos a largo plazo.

Conclusión
La inspección de forja es esencial para garantizar fiabilidad, consistencia y rendimiento a largo plazo. Para compradores OEM e ingenieros, verificar la calidad antes de la entrega ayuda a reducir riesgos, evitar fallos inesperados y mantener una producción estable.
En la práctica, una inspección fiable no depende solo de normas y métodos, sino también de una ejecución consistente y una trazabilidad completa a lo largo de todo el proceso productivo. Elegir un proveedor con una sólida capacidad de inspección es clave para lograr calidad estable entre lotes.
Si tienes planos o requisitos técnicos, puedes compartirlos con nosotros. Normalmente respondemos en un plazo de 24 horas y podemos ofrecer soluciones prácticas según tu aplicación.