
Tolerancia en la Forja: Límites, Mecanizado y Costes
En la fabricación industrial, la tolerancia en la forja suele malinterpretarse. Muchos asumen que la forja puede alcanzar dimensiones finales similares al mecanizado, pero no es así. La forja está diseñada para dar forma al material de manera eficiente y mejorar sus propiedades mecánicas, no para proporcionar precisión final.
Entonces, ¿qué nivel de precisión puede alcanzar la forja y cuándo sigue siendo necesario el mecanizado? Estas cuestiones son fundamentales en el entorno OEM, donde ingenieros y responsables de compras deben equilibrar costes, rendimiento y plazos de entrega.
Este artículo explica la tolerancia en la forja, los rangos típicos de precisión y cómo seleccionar el proceso adecuado para reducir costes manteniendo el rendimiento.
¿Qué es la tolerancia en la forja?
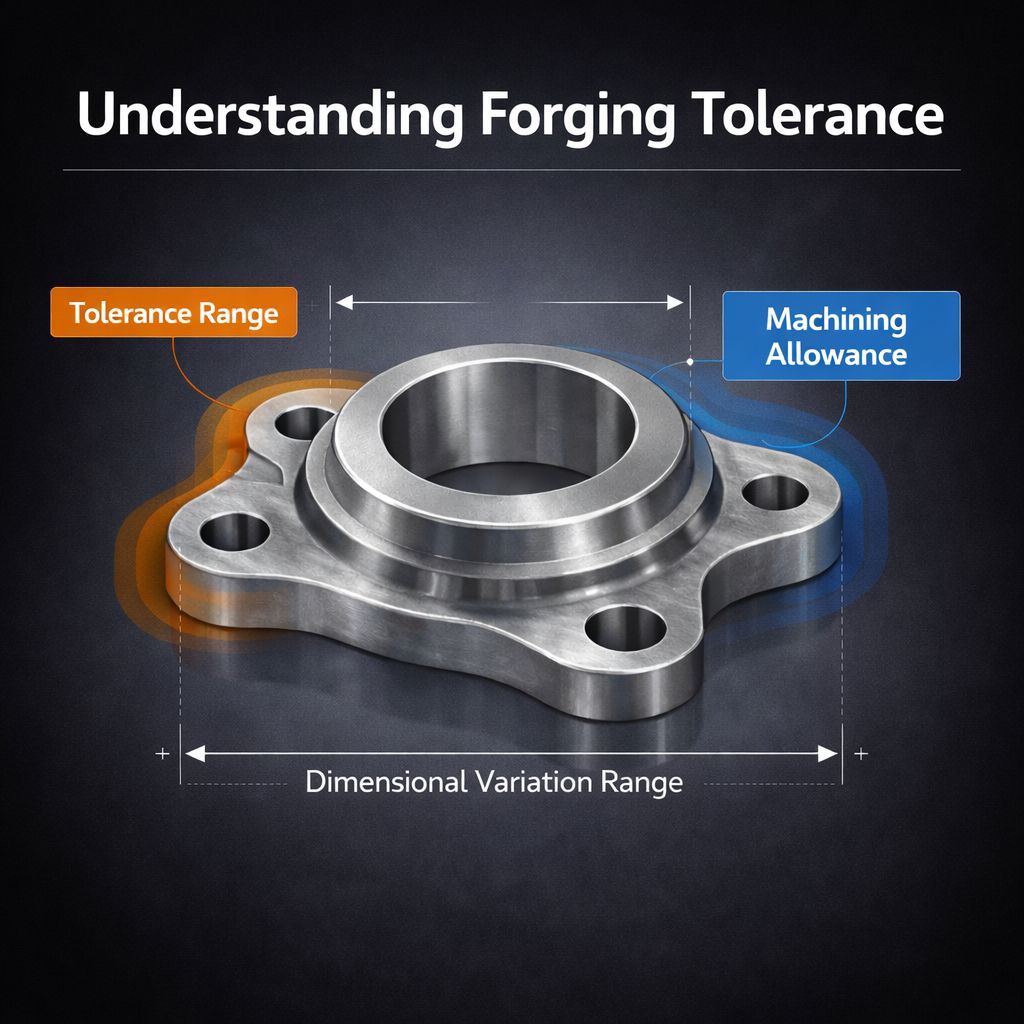
La tolerancia en la forja es la desviación permitida entre una pieza forjada y su diseño nominal. Refleja las limitaciones naturales del proceso de forja.
A diferencia del mecanizado, que elimina material con alta precisión, la forja conforma el material mediante deformación plástica, lo que introduce variaciones dimensionales.
Factores clave incluyen:
- Flujo del material (afecta la estabilidad de la deformación)
- Condición del utillaje (influye en la consistencia)
- Enfriamiento y contracción (provocan cambios dimensionales)
- Estabilidad del proceso (afecta la repetibilidad)
La forja es menos precisa que el mecanizado, pero proporciona mayor resistencia y un flujo continuo de grano.
En la práctica, la tolerancia en la forja determina cuánto mecanizado será necesario posteriormente, impactando directamente en el coste total.
Tipos de tolerancias en la forja
En la práctica de ingeniería, la tolerancia en la forja puede dividirse en varias categorías:
- Tolerancias dimensionales: variaciones lineales como diámetro, longitud o espesor
- Tolerancias de forma: incluyen planitud, rectitud y redondez, influenciadas por el flujo del material y el enfriamiento
- Tolerancias de posición: relacionadas con la ubicación de características como orificios o ranuras
Cada tipo está influenciado por diferentes factores del proceso y puede requerir estrategias específicas de mecanizado. Comprender estas categorías ayuda a definir tolerancias realistas y evitar costes innecesarios.
Rango de tolerancias y precisión típica en la forja
El rango de tolerancias depende del proceso, material y tamaño de la pieza.
Valores típicos:
- Forja en caliente: IT13–IT16
- Forja en frío: IT8–IT11
- Forja libre: IT15–IT18
En piezas pequeñas, las tolerancias pueden ser relativamente ajustadas. Sin embargo, a medida que aumenta el tamaño, las desviaciones también crecen debido a los efectos térmicos y la complejidad del flujo del material.
En comparación con el mecanizado (IT6–IT7 o mejor), la forja por sí sola no puede cumplir requisitos de alta precisión. No obstante, reduce significativamente el desperdicio de material y el tiempo de mecanizado.
En muchos casos, la forja logra entre el 70% y el 90% de la forma final, actuando como un proceso de preformado eficiente.
Factores que afectan a las tolerancias en la forja
Varios factores influyen directamente en la tolerancia en la forja:
- Comportamiento del material: diferentes materiales responden de forma distinta a la deformación y al enfriamiento
- Diseño y desgaste del utillaje: afectan la consistencia, especialmente en producción en serie
- Control de temperatura: variaciones térmicas pueden causar deformaciones
- Geometría de la pieza: formas complejas o secciones delgadas dificultan el control de tolerancias
- Estabilidad del proceso: la calidad del equipo y la experiencia del operador son determinantes
Comprender estos factores permite optimizar las tolerancias y reducir el coste del mecanizado posterior.
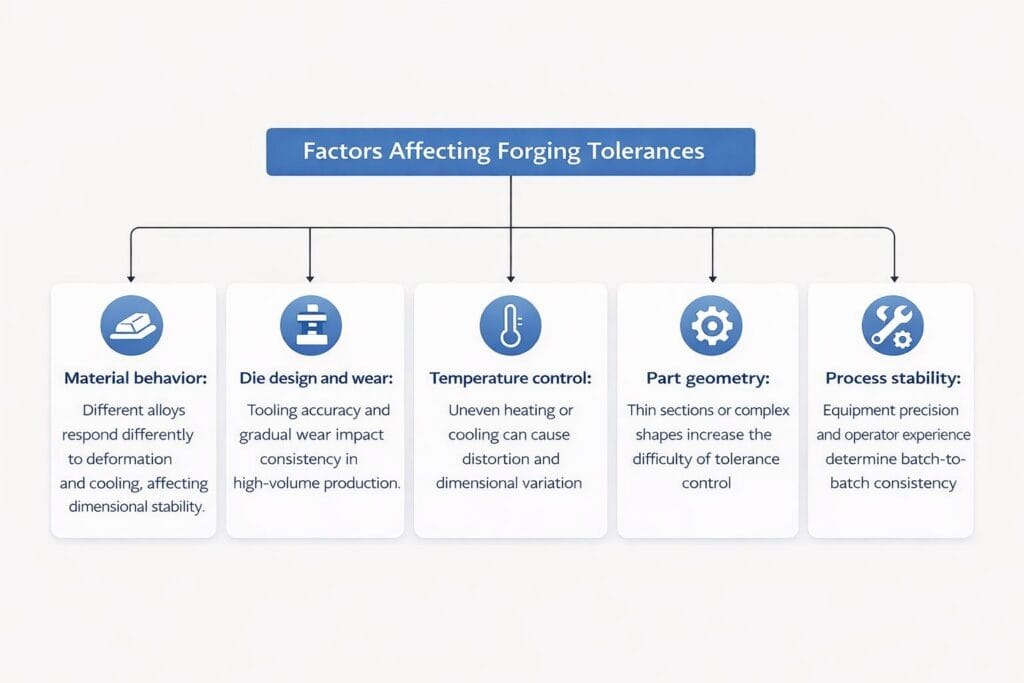
Tabla de tolerancias en la forja: lo que muestran los datos
Una tabla de tolerancias proporciona una referencia práctica sobre cómo varían las dimensiones en función del tamaño de la pieza y las condiciones del proceso.
En general, las tolerancias aumentan con el tamaño debido a efectos térmicos y al flujo del material.
Tabla típica
| Tamaño de pieza | Tolerancia típica | Sobrematerial |
|---|---|---|
| ≤100 mm | ±0,5–1,5 mm | 1–2 mm |
| 100–500 mm | ±1,5–3 mm | 2–4 mm |
| ≥500 mm | ±3–6 mm | 3–6 mm |
Observaciones clave:
- Las piezas más grandes presentan mayor variación
- Mayor tamaño implica mayor sobrematerial
- La consistencia depende del control del proceso
Tolerancias típicas por característica
Además de la tolerancia general, diferentes características presentan distintos niveles de variación:
| Característica | Tolerancia típica |
|---|---|
| Planitud | 0,3–1% de la longitud |
| Rectitud | 0,5–1% |
| Posición de orificios | ±0,8–1,5 mm |
| Rugosidad superficial | Ra 6,3–12,5 µm |
En aplicaciones críticas, estas características suelen requerir mecanizado.
Por qué la forja no puede alcanzar la precisión final
La forja no está diseñada para lograr precisión final, sino para generar una forma estructuralmente sólida.
Limitaciones principales:
- Expansión térmica durante el proceso
- Desgaste del utillaje
- Rugosidad superficial relativamente alta
En comparación con el mecanizado, donde la eliminación de material es altamente controlada, la forja es menos predecible a nivel micro.
Por ello, la forja y el mecanizado no compiten, sino que se complementan.
Sobrematerial en la forja: cómo mejora la precisión
El sobrematerial de mecanizado es un concepto clave que conecta la forja con el mecanizado.
Permite:
- Compensar variaciones dimensionales
- Eliminar defectos superficiales
- Alcanzar geometrías precisas
Los valores típicos varían entre 1 y 5 mm, según tamaño y requisitos.
Este enfoque permite alcanzar tolerancias finales de IT6–IT8, necesarias en engranajes, ejes y componentes de precisión.
Forja vs Fundición vs Mecanizado: Comparación de Tolerancias
Una comparación entre forja, fundición y mecanizado permite entender cómo se comporta cada proceso en términos de precisión, coste y rendimiento.
| Proceso | Tolerancia típica | Acabado superficial | Propiedades mecánicas | Coste | Aplicación típica |
|---|---|---|---|---|---|
| Fundición | IT14–IT18 | Rugoso (Ra 12,5–25 µm) | Más bajas, posible porosidad | Bajo inicial | Formas complejas |
| Forja | IT13–IT16 | Medio (Ra 6,3–12,5 µm) | Alta resistencia (flujo de grano) | Equilibrado | Piezas estructurales |
| Mecanizado | IT6–IT8 | Fino (Ra ≤1,6 µm) | Depende del material | Alto | Piezas de precisión |
Conclusiones clave:
- La forja ofrece una base resistente, pero necesita mecanizado para precisión
- La fundición permite formas complejas, con menor calidad interna
- El mecanizado aporta alta precisión, con mayor coste
👉 En la práctica, la mejor solución es combinar forja y mecanizado.
Tolerancia en la forja near-net-shape
La forja near-net-shape consiste en producir piezas cercanas a la forma final para reducir el mecanizado.
Ventajas:
- Mayor aprovechamiento de material
- Menor tiempo de mecanizado
- Reducción de costes
Puede reducir el sobrematerial entre 30% y 60%, aunque no elimina completamente el mecanizado.
Cómo Elegir la Tolerancia de Forja Adecuada
Elegir la tolerancia correcta implica equilibrar coste, rendimiento y fabricación. Una tolerancia demasiado estricta puede aumentar el coste sin aportar valor real.
Factores clave:
- Requisitos funcionales (ajuste, carga, sellado)
- Coste (material y tiempo de mecanizado)
- Volumen de producción
- Complejidad de la geometría
En la mayoría de los casos, la mejor solución es:
forja para la forma + mecanizado para la precisión
El objetivo no es la máxima precisión en la forja, sino el mejor equilibrio global.
Conclusión
Comprender la tolerancia en la forja permite optimizar decisiones de fabricación.
La forja aporta resistencia y eficiencia, mientras que el mecanizado garantiza la precisión final.
En aplicaciones industriales, la combinación de ambos procesos es la solución más práctica y rentable.
👉 Si estás evaluando un proyecto, puedes enviarnos tus planos o requisitos y te ofreceremos una recomendación técnica adecuada.