
¿Cuál es el Mejor Tratamiento Térmico para Engranajes?
Los engranajes industriales trabajan bajo cargas elevadas, fricción continua y esfuerzos mecánicos prolongados. Sin un tratamiento térmico adecuado, pueden aparecer desgaste, picaduras (pitting) y fallos por fatiga.
El tratamiento térmico de engranajes es esencial para aumentar la dureza superficial manteniendo la tenacidad del núcleo. Esto mejora la resistencia al desgaste y la vida útil del componente.
Este artículo explica los principales procesos de tratamiento térmico de engranajes, incluidos carburizado, nitruración, endurecimiento por inducción y endurecimiento total. También analiza sus diferencias y cómo elegir el proceso más adecuado para aplicaciones industriales.

Por Qué el Endurecimiento de Engranajes es Esencial
El diseño de engranajes requiere combinar diferentes propiedades mecánicas dentro de un mismo componente. Para garantizar un rendimiento óptimo, se deben cumplir varios objetivos:
Integridad tribológica
Una capa superficial endurecida reduce el desgaste, el rayado y el pitting.Resistencia estructural
El núcleo debe mantener suficiente tenacidad para soportar cargas de choque.Resistencia a la fatiga
El endurecimiento mejora el límite de fatiga en la raíz del diente.Estabilidad geométrica
Un tratamiento térmico controlado mantiene la precisión del perfil involuto durante la operación.
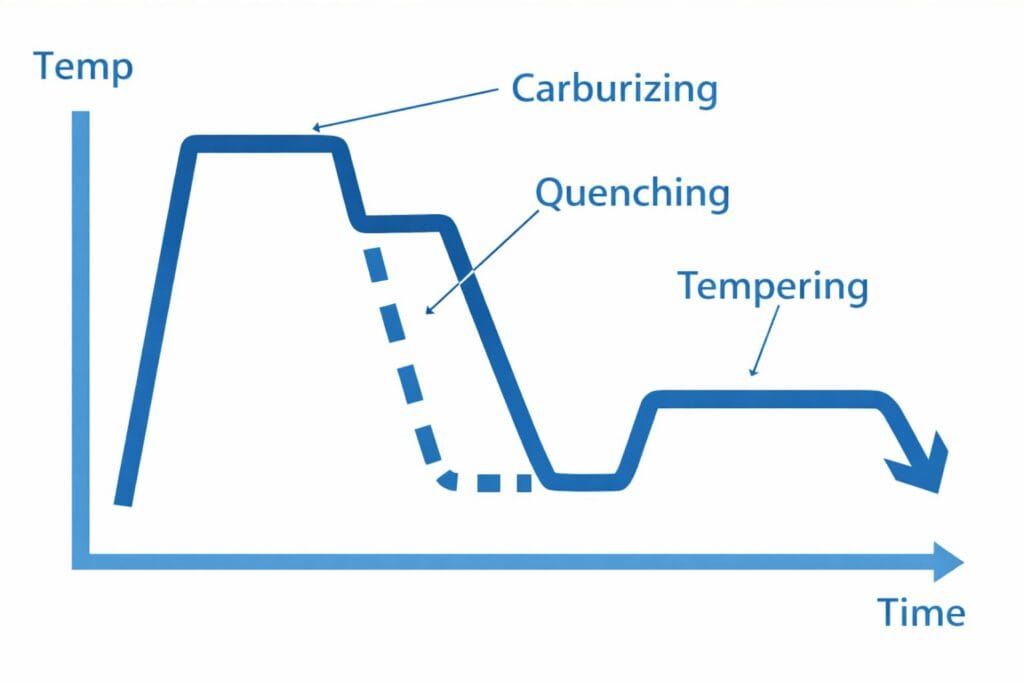
Diferencias entre Carburizado, Temple y Revenido
En un proceso típico de tratamiento térmico de engranajes, carburizado, temple y revenido son etapas clave que aumentan la dureza superficial sin comprometer la tenacidad del núcleo.
Carburizado (Enriquecimiento de Carbono)
Proceso termoquímico que aumenta el contenido de carbono en la superficie mientras mantiene un núcleo dúctil.
Temple (Transformación de Fase)
Enfriamiento rápido desde el estado austenítico, normalmente en aceite. Produce una estructura martensítica de alta dureza.
Revenido (Estabilización)
Recalentamiento controlado que reduce tensiones internas y mejora la tenacidad del material.
Los 4 Principales Procesos de Tratamiento Térmico para Engranajes
La selección del proceso de tratamiento térmico depende de la carga, el par y los requisitos de precisión del engranaje.
Case Hardening (Carburizado y Temple)
El carburizado aumenta el contenido de carbono en la superficie. Tras el temple se obtiene una capa superficial dura y un núcleo resistente, ideal para engranajes sometidos a cargas elevadas.
Nitriding (Nitruración)
La nitruración es un proceso de baja temperatura (500–550 °C) que difunde nitrógeno en la superficie del acero. Produce mínima deformación y excelente estabilidad dimensional.
Induction Hardening (Endurecimiento por Inducción)
El calentamiento por inducción endurece localmente los dientes del engranaje. Es adecuado para engranajes grandes o componentes que requieren alta resistencia al desgaste.
Through Hardening (Endurecimiento Total)
Endurece toda la sección del engranaje. Se utiliza cuando se necesita resistencia uniforme en todo el componente.
Flujo del Proceso de Tratamiento Térmico de Engranajes
Flujo Típico del Tratamiento Térmico de Engranajes
1. Forja
El blank del engranaje se produce mediante forja, lo que permite obtener una estructura de grano más densa y una mayor resistencia mecánica.
2. Mecanizado en bruto
La geometría básica del engranaje se crea antes del tratamiento térmico. Normalmente se deja un margen de mecanizado para compensar posibles deformaciones durante el tratamiento térmico.
3. Carburizado
Los átomos de carbono se difunden en la superficie del engranaje a alta temperatura, aumentando el contenido de carbono en la capa superficial y preparándola para el endurecimiento.
4. Temple
El enfriamiento rápido transforma la superficie carburizada en martensita, aumentando significativamente la dureza superficial y la resistencia al desgaste.
5. Revenido
El revenido reduce las tensiones internas generadas durante el temple y mejora la tenacidad del material mientras mantiene una alta dureza.
6. Rectificado
El rectificado de precisión restaura la geometría de los dientes y mejora el acabado superficial del engranaje después del tratamiento térmico.
7. Inspección
La inspección final verifica la dureza, la profundidad de capa y la precisión dimensional para garantizar que el engranaje cumpla con los estándares industriales.
Carburizado vs. Nitruración: ¿Cuál es Mejor?
La elección depende de la profundidad de capa requerida, la estabilidad dimensional y la carga de trabajo.
| Característica | Carburizado | Nitruración |
|---|---|---|
| Dureza superficial | 58–62 HRC | 900–1100 HV |
| Profundidad efectiva | 0.5–3.0 mm | 0.1–0.6 mm |
| Temperatura de proceso | Alta temperatura | Baja temperatura |
| Distorsión | Mayor | Muy baja |
| Postprocesado | Rectificado necesario | A menudo no necesario |
| Aplicaciones | Engranajes de carga pesada | Engranajes de precisión |
En general, el carburizado es preferido para engranajes de alta carga, mientras que la nitruración es ideal para aplicaciones de precisión.
Cómo Minimizar la Distorsión en el Endurecimiento de Engranajes
La distorsión térmica puede afectar el contacto entre dientes y aumentar ruido y vibraciones.
Para reducirla:
Homogeneidad térmica
Usar precalentamiento escalonado.Dinámica de temple controlada
Aceites especiales o polímeros reducen tensiones.Restricción mecánica
Sistemas de temple en prensa limitan deformaciones.Diseño simétrico
Una geometría equilibrada favorece una distribución uniforme del calor.
Mejores Aceros para Diferentes Métodos de Endurecimiento
La eficacia del tratamiento térmico depende del acero utilizado.
Carburizado
Aceros de bajo carbono como AISI 8620, 20CrMnTi y AISI 9310.Nitruración
Aceros con elementos formadores de nitruros como AISI 4140 o 31CrMoV9.Endurecimiento por inducción
Aceros de medio carbono como AISI 1045 o 4140.
Inspección de Engranajes: Medición de Dureza y Profundidad de Capa
La inspección de engranajes es fundamental para verificar la eficacia del tratamiento térmico de engranajes. Los engranajes industriales deben cumplir estrictos estándares AGMA e ISO en cuanto a dureza, microestructura e integridad superficial.
A continuación se presentan los métodos más utilizados para medir la dureza y la profundidad de capa endurecida:
Mapeo de Microdureza (Vickers HV)
Utiliza indentación Vickers para analizar el gradiente de dureza y determinar la profundidad efectiva de capa (ECD).Ensayo Rockwell C (HRC)
Método estándar para medir la dureza superficial. En engranajes de alta carga, normalmente se requiere 58–62 HRC.Inspección Metalográfica
Análisis microscópico de la microestructura martensítica y del tamaño de grano para detectar fases no deseadas como la austenita retenida.Ensayos No Destructivos (NDT)
Inspección por partículas magnéticas para detectar grietas o discontinuidades generadas durante el temple.
Por Qué Elegir Weforging para Engranajes Tratados Térmicamente
Un tratamiento térmico de engranajes fiable requiere un control preciso de cada etapa del proceso: forja, mecanizado, tratamiento térmico e inspección.
En Weforging, ofrecemos soluciones integradas para la fabricación de engranajes industriales, incluyendo:
Producción Integrada – Forja, mecanizado CNC, tratamiento térmico e inspección dentro de un mismo flujo de producción.
Soporte de Ingeniería – Amplia experiencia trabajando con OEMs de minería, construcción y maquinaria pesada.
Control de Calidad Estricto – Trazabilidad de materiales e inspecciones rigurosas que garantizan una dureza y profundidad de capa estables.
Este enfoque integrado garantiza rendimiento constante y alta fiabilidad en aplicaciones industriales exigentes.
Conclusión
El tratamiento térmico de engranajes es un factor clave para garantizar una alta capacidad de transmisión de par y una larga vida útil del sistema.
Al optimizar el equilibrio entre dureza superficial y tenacidad del núcleo, los fabricantes pueden obtener engranajes con mayor resistencia al desgaste y rendimiento estable en aplicaciones industriales.
Para proyectos OEM que requieren engranajes de alto rendimiento, elegir el método de endurecimiento adecuado es esencial para mejorar la fiabilidad y reducir el ruido en operación.
Si está buscando engranajes forjados personalizados o componentes mecanizados de precisión, puede enviarnos sus planos para obtener una cotización gratuita o una evaluación técnica.