
What Is the Best Heat Treatment for Gears?
Industrial gears operate under heavy loads, friction, and continuous mechanical stress. Without proper treatment, gears may experience wear, pitting, and fatigue failure. Gear heat treatment is therefore essential for improving surface hardness while maintaining core toughness and long-term durability.
This article introduces the main gear heat treatment methods, including carburizing, nitriding, induction hardening, and through hardening. It also explains their differences, applications, and key factors engineers should consider when selecting the best heat treatment process for industrial gears.These heat treatment processes are widely used in industrial gearboxes, mining machinery, and heavy equipment transmissions.

Why Hardening Gears is Essential
The primary engineering challenge in gear design is the requirement for divergent mechanical properties within a single component. To ensure optimal performance, the following objectives must be met:
- Tribological Integrity: A high-hardness surface layer is mandatory to mitigate contact fatigue phenomena such as pitting, galling, and adhesive wear.
- Structural Toughness: The core must retain sufficient ductility to absorb transient shock loads and prevent brittle fracture under peak stress.
- Fatigue Endurance: Strategic hardening elevates the endurance limit at the tooth root, effectively countering cyclic bending stresses.
- Geometric Stability: Controlled processing ensures the retention of involute profile accuracy over extended operational cycles.
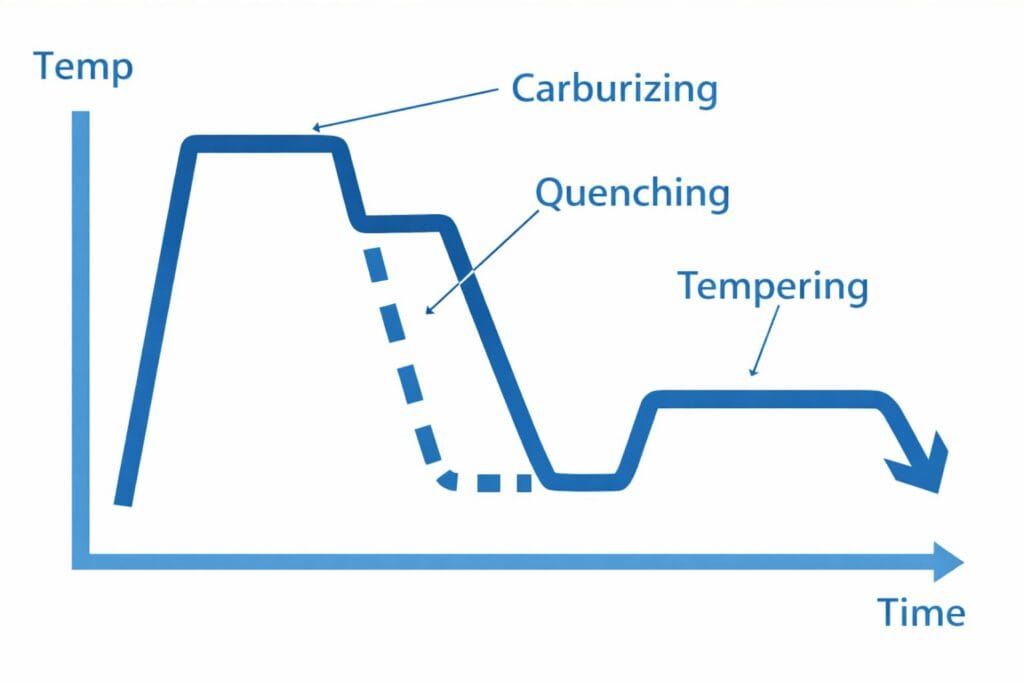
Understanding the Differences: Carburizing, Quenching, and Tempering
In a typical gear heat treatment process, carburizing, quenching, and tempering are three key stages. Together, they increase surface hardness while maintaining core toughness.
- Carburizing (Carbon Enrichment): A thermochemical diffusion process. It increases the carbon potential of the surface layer (the “case”) while preserving a low-carbon, ductile core. At this stage, the gear remains relatively soft but chemically prepared for hardening.
- Quenching (Phase Transformation): The rapid cooling of the gear from an austenitic state, typically in an oil medium. This creates a martensitic structure, providing the gear with its requisite surface hardness and compressive residual stresses.
- Tempering (Stabilization): A sub-critical reheating phase. It relieves the extreme internal stresses caused by quenching, balancing peak hardness with essential fracture toughness to prevent premature tooth failure.
Top 4 Gear Heat Treatment Processes Explained
Selecting the right gear heat treatment process depends on load conditions, torque requirements, and precision demands. In industrial manufacturing, four heat treatment methods are widely used to improve gear strength, hardness, and durability.
Case Hardening (Carburizing & Quenching)
This is the most common gear heat treatment processfor heavy-duty gears. Carburizing enriches the surface with carbon, while quenching forms a hard martensitic layer. The result is a hard surface combined with a tough core, providing excellent load capacity and resistance to pitting.
Nitriding (Ferritic Diffusion)
Nitriding is a low-temperature heat treatment process (500–550 °C) that diffuses nitrogen into the gear surface. Because no phase transformation occurs, it produces minimal distortion and excellent dimensional stability. This makes nitriding ideal for high-precision and high-speed gears.
Induction Hardening (Localized Heating)
Induction hardening uses electromagnetic heating to harden specific gear tooth areas. This process is suitable for large gears or components where only the contact surfaces require high wear resistance.
Through Hardening (Bulk Hardening)
Through hardening strengthens the entire cross-section of the gear. It is typically used for medium-load applications where uniform strength and overall toughness are more important than extremely high surface hardness.
Gear Heat Treatment Process Flow
Before comparing different gear heat treatment methods, it is helpful to understand the typical manufacturing workflow used in industrial gear production.
Typical Gear Heat Treatment Workflow
- Forging
The gear blank is produced through forging to obtain a dense grain structure and high mechanical strength. - Rough Machining
Basic gear geometry is created before heat treatment. Machining allowance is usually reserved to compensate for distortion during heat treatment. - Carburizing
Carbon atoms diffuse into the gear surface at high temperature, increasing the carbon content of the surface layer and preparing it for hardening. - Quenching
Rapid cooling transforms the carburized surface into martensite, significantly increasing surface hardness and wear resistance. - Tempering
Tempering relieves internal stress generated during quenching and improves toughness while maintaining high hardness. - Grinding (Hard Finishing)
Precision grinding restores gear tooth geometry and surface finish after heat treatment. - Inspection
Final inspection verifies hardness, case depth, and dimensional accuracy to ensure the gear meets industrial standards.
Carburizing vs. Nitriding: Which is Best for You?
Selecting the right gear heat treatment method depends on the required case depth, dimensional stability, and load conditions.
Among various processes, carburizing and nitriding are two of the most widely used heat treatment methods for industrial gears.
The table below highlights the key differences between these two processes.
Feature | Carburizing | Nitriding |
Surface Hardness | 58–62 HRC | 900–1100 HV |
Effective Case Depth | 0.5–3.0 mm+ | 0.1–0.6 mm |
Process Temperature | High temperature (above Ac3) | Low temperature (500–550°C) |
Dimensional Distortion | Higher due to phase transformation | Very low |
Post-Processing | Grinding usually required | Often not required |
Typical Applications | Heavy-duty gears, mining equipment | Precision gears, high-speed systems |
In general, carburizing is preferred for heavy-load gears requiring deep hardened layers, while nitriding is better suited for precision components where minimal distortion is critical.
How to Minimize Gear Distortion During Hardening
Minimizing geometric deviation is paramount for maintaining tooth contact patterns and reducing Noise, Vibration, and Harshness (NVH) levels:
- Thermal Homogeneity: Utilizing staged preheating cycles ensures uniform temperature distribution across complex geometries.
- Quenching Dynamics: Selecting media with precise cooling rates, such as specialized polymer solutions or high-performance oils, balances hardness acquisition against cracking risks.
- Mechanical Constraint: Implementation of press quenching for thin-webbed gears effectively counteracts anisotropic shrinkage during the cooling phase.
- Design Symmetry: Engineering balanced cross-sections into gear blanks facilitates uniform heat dissipation and minimizes residual stress accumulation.
Best Steels for Different Gear Hardening Methods
The efficacy of the heat treatment process is contingent upon the chemical compatibility of the substrate alloy:
- Carburizing Alloys: Low-carbon alloy steels such as AISI 8620, 20CrMnTi, and AISI 9310 are preferred for their ability to form a high-carbon martensitic case while retaining core toughness.
- Nitriding Alloys: Steels containing nitride-forming elements (Al, Cr, Mo), such as 4140 or 31CrMoV9, are essential for achieving high surface micro-hardness.
- Induction Hardening: Medium-carbon steels (e.g., AISI 1045, 4340) provide sufficient carbon concentration for rapid transformation without external enrichment.
Gear Inspection: Measuring Hardness & Case Depth
Quality inspection is essential to verify the effectiveness of gear heat treatment. A complete overview of gear inspection methods can be found in our detailed guide.Industrial gears must meet strict AGMA and ISO standards for hardness, microstructure, and surface integrity.
Common inspection methods include:
- Micro-Hardness Mapping: Utilizing Vickers (HV) indentation to plot the hardness gradient and verify the Effective Case Depth (ECD).
- Rockwell C Scale (HRC): Standardized macroscopic testing for surface hardness compliance, typically targeting 58–62 HRC for heavy-duty applications.
- Metallographic Inspection: Microscopic evaluation of the martensitic structure and grain size to ensure the absence of deleterious phases such as retained austenite.
- Nondestructive Evaluation (NDE):Application of magnetic particle inspection to detect subsurface discontinuities or quenching cracks.
Why Trust Weforging for Heat-Treated Gears
Reliable gear heat treatment requires precise control of forging, machining, heat treatment, and inspection.
At Weforging, we provide integrated manufacturing for industrial gears:
- Integrated Production – Forging, CNC machining, heat treatment, and inspection in one workflow.
- Engineering Support – Experience serving mining, construction, and heavy equipment OEMs.
- Strict Quality Control – Material traceability and inspection ensure stable hardness and case depth.
This integrated approach helps deliver consistent gear performance in demanding industrial applications.
Conclusion
Reliable gear heat treatment is the definitive factor in ensuring superior torque capacity and operational longevity. By optimizing the balance between surface hardness and core toughness through precise thermal control, manufacturers can achieve consistent quality that meets the most rigorous industrial standards.
For OEM projects requiring high-performance components, selecting the correct hardening methodology is critical for long-term reliability and noise reduction.
If you are sourcing custom forged gears or precision machined components, feel free to send your drawings for a free quotation or technical evaluation.