
Che cos'è la sagomatura degli ingranaggi?
La formatura degli ingranaggi è un processo di taglio generativo ampiamente utilizzato nella moderna produzione di ingranaggi per la realizzazione di ingranaggi interni, corone dentate e geometrie complesse. Con la continua evoluzione dei sistemi di ingranaggi verso layout più compatti e design specifici per le applicazioni, i metodi di produzione che offrono una generazione precisa dei denti e un accesso flessibile agli utensili sono diventati sempre più importanti. Grazie al suo movimento di taglio sincronizzato e alla sua adattabilità agli spazi ristretti, la sagomatura degli ingranaggi è comunemente combinata con forgiati ad anello laminati per ottenere profili dei denti accurati e risultati dimensionali stabili. Questo articolo fornisce una panoramica pratica del processo di sagomatura degli ingranaggi, ne spiega il funzionamento e ne evidenzia il ruolo nella produzione di ingranaggi interni e corone dentate di grandi dimensioni.

Che cos'è la sagomatura degli ingranaggi?
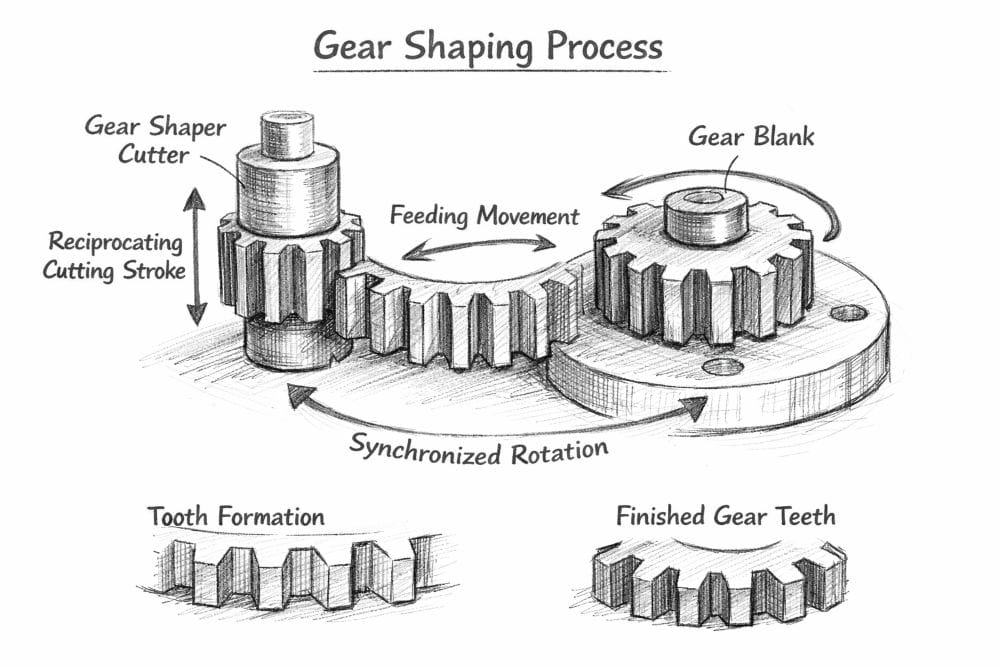
La sagomatura degli ingranaggi è un metodo di taglio degli ingranaggi in cui un utensile da taglio alternativo, noto come fresa sagomatrice, genera progressivamente i denti dell’ingranaggio su un pezzo in rotazione. La fresa e il grezzo dell’ingranaggio si muovono in modo sincronizzato, consentendo la formazione del profilo del dente attraverso un movimento relativo piuttosto che una forma fissa dell’utensile.
Questo principio di generazione consente di ottenere una geometria dei denti accurata su un’ampia gamma di dimensioni e configurazioni degli ingranaggi. La sagomatura degli ingranaggi è comunemente applicata agli ingranaggi interni, agli ingranaggi esterni con gioco limitato e alle corone dentate, dove altri metodi di taglio possono essere limitati dalla geometria.

Come funziona il processo di sagomatura degli ingranaggi
Il processo si basa su un principio di taglio generativo, in cui l’utensile stozzatore e il grezzo dell’ingranaggio si muovono in modo sincronizzato.
Fase 1 – Rotazione sincronizzata tra utensile e pezzo
Il processo inizia con la rotazione sincronizzata tra l’utensile stozzatore e il grezzo dell’ingranaggio.
Grazie a questa coordinazione precisa, i denti vengono generati uniformemente lungo l’intera circonferenza dell’ingranaggio.
Fase 2 – Movimento alternato di taglio
Durante la lavorazione, l’utensile esegue ripetuti movimenti alternati di taglio.
Ad ogni corsa viene rimosso un piccolo volume di materiale, formando gradualmente il profilo del dente.
Poiché si tratta di un processo generativo, la geometria finale del dente deriva dal movimento relativo tra utensile e pezzo.
Fase 3 – Parametri di lavorazione e controllo del processo
Per garantire stabilità e precisione, devono essere controllati diversi parametri di lavorazione:
lunghezza della corsa
velocità di taglio
avanzamento
geometria dell’utensile
lubrorefrigerazione
Una corretta impostazione dei parametri consente di ridurre l’usura dell’utensile e migliorare la qualità superficiale.
Fase 4 – Formazione del profilo del dente
Attraverso i movimenti sincronizzati tra utensile e pezzo, il processo genera progressivamente:
profondità completa del dente
profilo evolvente preciso
geometria uniforme dei denti
Il risultato finale è un ingranaggio con elevata precisione dimensionale e affidabilità funzionale.
Vantaggi della stozzatura degli ingranaggi
La stozzatura offre diversi vantaggi nella produzione di ingranaggi:
adatta per ingranaggi interni e corone dentate
efficace in spazi di lavorazione limitati
elevata precisione nella generazione dei denti
flessibile per ingranaggi personalizzati
compatibile con forgiati laminati o grezzi forgiati
Grazie a queste caratteristiche, il processo è ampiamente utilizzato nei settori industriali che richiedono sistemi di trasmissione affidabili.
Produzione di ingranaggi interni e corone dentate
Una delle applicazioni più importanti della stozzatura è la produzione di ingranaggi interni.
Il movimento alternato dell’utensile consente di lavorare all’interno di spazi ristretti, rendendo il processo ideale per questa tipologia di componenti.
Per corone dentate di grandi dimensioni, la stozzatura viene spesso eseguita dopo la laminazione senza saldatura dei grezzi.
In molti casi il processo produttivo include:
laminazione o forgiatura del grezzo
trattamento termico preliminare
stozzatura degli ingranaggi
lavorazione finale e controllo qualità
Stozzatura vs Dentatura a creatore
Sia la stozzatura degli ingranaggi che la dentatura a creatore sono processi generativi, ma vengono utilizzati per applicazioni diverse.
| Aspetto | Stozzatura | Dentatura a creatore |
|---|---|---|
| Movimento di taglio | movimento alternato | rotazione continua |
| Tipi di ingranaggi | ingranaggi interni, corone dentate | ingranaggi esterni |
| Accessibilità utensile | adatto a spazi limitati | adatto a geometrie aperte |
| Produzione | flessibile per geometrie speciali | efficiente per grandi serie |
| Applicazioni | ingranaggi planetari | trasmissioni automobilistiche |
In generale, la stozzatura è preferita per ingranaggi interni, mentre la dentatura a creatore è più comune per ingranaggi esterni.
Applicazioni tipiche
La sagomatura degli ingranaggi è comunemente applicata nei settori industriali che richiedono disposizioni compatte degli ingranaggi e un controllo preciso del movimento, tra cui:
- Corone dentate interne per sistemi di ingranaggi planetari
- Grandi corone dentate combinate con forgiati a corona laminati
- Sistemi di trasmissione per macchine edili e da miniera
- Macchinari industriali con design degli ingranaggi con spazio limitato
Quando utilizzare i servizi di sagomatura degli ingranaggi
Dal punto di vista dell’approvvigionamento, l’outsourcing dei servizi di sagomatura degli ingranaggi è spesso una scelta pratica quando si verifica una o più delle seguenti condizioni:
- Sono necessari ingranaggi interni o corone dentate, in particolare dove l’accesso agli utensili è limitato
- Specifiche personalizzate degli ingranaggi, come moduli non standard, numero di denti o assemblaggi compatti
- Volumi di produzione medio-bassi o programmi di produzione basati su progetti specifici.
- Coordinamento integrato dei processi, compresi forgiatura ad anello laminato, lavorazione CNC, trattamento termico e ispezione.
- Collaborazione ingegneristica precoce, in cui la revisione tecnica supporta la producibilità e l’allineamento dei costi
In questi casi, servizi specializzati di sagomatura degli ingranaggi aiutano a semplificare le decisioni di approvvigionamento e supportano una pianificazione coordinata della produzione.
Conclusione
La sagomatura degli ingranaggi è ampiamente utilizzata per la produzione di ingranaggi interni e strutture complesse di corone dentate. Se applicato insieme alla forgiatura di anelli laminati, il processo garantisce una geometria accurata dei denti e prestazioni costanti in tutte le applicazioni industriali.
Per i progetti che prevedono corone dentate interne o corone dentate di grandi dimensioni, il nostro team di ingegneri è a disposizione per fornire assistenza tecnica e valutazioni preliminari sulla base dei vostri disegni o requisiti.