
Was ist Zahnradfräsen?
Das Zahnradfräsen ist ein generatives Zahnradfräsverfahren, das in der modernen Zahnradfertigung häufig zur Herstellung von Innenzahnrädern, Zahnkränzen und komplexen Zahnradgeometrien eingesetzt wird. Da sich Getriebesysteme immer weiter in Richtung kompakterer Layouts und anwendungsspezifischer Konstruktionen entwickeln, gewinnen Fertigungsverfahren, die eine präzise Zahnformgebung und einen flexiblen Werkzeugzugang ermöglichen, zunehmend an Bedeutung. Aufgrund seiner synchronisierten Schneidbewegung und seiner Anpassungsfähigkeit an beengte Platzverhältnisse wird das Zahnradfräsen häufig mit gerollten Ringschmiedeteilen kombiniert, um präzise Zahnprofile und stabile Maßhaltigkeit zu erzielen. Dieser Artikel bietet einen praktischen Überblick über das Zahnradfräsverfahren, erklärt dessen Funktionsweise und beleuchtet seine Rolle bei der Herstellung von Innenzahnrädern und großen Zahnkränzen.

Was ist Zahnradfräsen?
Zahnradfräsen ist ein Verfahren zum Schneiden von Zahnrädern, bei dem ein hin- und herbewegendes Schneidwerkzeug, ein sogenannter Zahnradfräser, schrittweise Zahnräder auf einem rotierenden Werkstück erzeugt. Der Fräser und der Zahnradrohling bewegen sich synchron, sodass das Zahnprofil durch relative Bewegung und nicht durch eine feste Werkzeugform geformt wird.
Dieses Erzeugungsprinzip ermöglicht eine genaue Zahngeometrie über einen großen Bereich von Zahnradgrößen und -konfigurationen. Das Zahnradfräsen wird häufig bei Innenzahnrädern, Außenverzahnungen mit begrenztem Spiel und Zahnkränzen angewendet, bei denen andere Fräsverfahren aufgrund der Geometrie eingeschränkt sein können.

So funktioniert der Zahnradformungsprozess
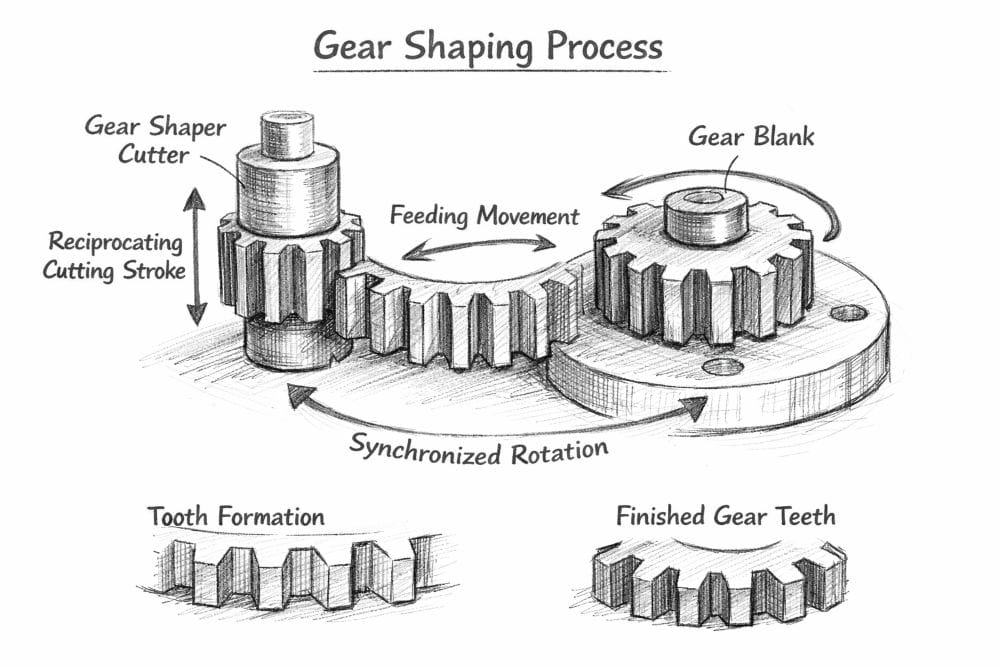
Der Zahnradstoßprozess basiert auf einem generierenden Schneidprinzip, bei dem sich Werkzeug und Werkstück synchron bewegen, während das Werkzeug wiederholte Schneidhübe ausführt.
Schritt 1 – Synchronisierte Rotation von Werkzeug und Werkstück
Zu Beginn des Prozesses rotieren das Stoßwerkzeug und der Zahnradrohling synchron.
Diese präzise gesteuerte Bewegung sorgt dafür, dass die Zähne gleichmäßig über den gesamten Umfang des Zahnrads erzeugt werden.
Schritt 2 – Hubbewegung des Stoßwerkzeugs
Während der Bearbeitung führt das Stoßwerkzeug wiederholte Auf- und Abwärtsbewegungen aus.
Bei jedem Hub wird eine kleine Menge Material entfernt, wodurch das Zahnprofil schrittweise entsteht.
Da es sich um ein generatives Verfahren handelt, entsteht die endgültige Zahnform durch die Relativbewegung zwischen Werkzeug und Werkstück.
Schritt 3 – Schnittparameter und Prozesskontrolle
Für eine stabile Bearbeitung müssen wichtige Parameter sorgfältig abgestimmt werden:
Hublänge
Schnittgeschwindigkeit
Vorschubrate
Werkzeuggeometrie
Kühlschmierstoffversorgung
Die richtige Parameterwahl verbessert Oberflächenqualität, Werkzeugstandzeit und Maßgenauigkeit.
Schritt 4 – Bildung des Zahnprofils
Durch die kontinuierliche Synchronbewegung zwischen Werkzeug und Werkstück entsteht schließlich:
die vollständige Zahntiefe
das exakte Evolventenprofil
eine gleichmäßige Zahngeometrie
Das Ergebnis ist ein präzises Zahnrad mit stabiler Verzahnungsqualität.
Vorteile des Zahnradstoßens
Das Zahnradstoßen bietet mehrere wichtige Vorteile in der Zahnradfertigung:
Geeignet für Innenverzahnungen und Ringzahnräder
Bearbeitung auch in begrenzten Bauraumsituationen
Hohe Profilgenauigkeit
Flexible Anpassung für kundenspezifische Zahnradgeometrien
Gute Kombination mit geschmiedeten oder gewalzten Zahnradrohlingen
Aufgrund dieser Eigenschaften wird das Verfahren in vielen Industriezweigen eingesetzt, in denen zuverlässige Getriebesysteme erforderlich sind.
Innenverzahnungen und Ringzahnräder
Eine der wichtigsten Anwendungen des Zahnradstoßens ist die Herstellung von Innenverzahnungen.
Durch die hubbewegte Werkzeugbewegung kann das Werkzeug in engen Geometrien arbeiten, was bei anderen Verfahren häufig schwierig ist.
Bei der Herstellung von großen Ringzahnrädern wird das Zahnradstoßen häufig nach dem Walzen oder Schmieden des Rohteils eingesetzt.
Typischer Prozessablauf:
Ringrohling wird gewalzt oder geschmiedet
Wärmebehandlung zur Materialstabilisierung
Zahnradstoßen zur Erzeugung der Verzahnung
Endbearbeitung und Qualitätsprüfung
Zahnradstoßen vs. Wälzfräsen
Sowohl Zahnradstoßen als auch Wälzfräsen sind generative Zahnradbearbeitungsverfahren, jedoch mit unterschiedlichen Einsatzgebieten.
| Vergleich | Zahnradstoßen | Wälzfräsen |
|---|---|---|
| Schneidbewegung | Hubbewegung mit synchroner Rotation | Kontinuierliche Rotationsbewegung |
| Typische Zahnräder | Innenverzahnungen, Ringzahnräder | Außenverzahnungen, Stirnräder |
| Werkzeugzugänglichkeit | Geeignet für enge Bauraumsituationen | Besser für offene Geometrien |
| Produktion | Flexibel für Sondergeometrien | Effizient für Großserien |
| Typische Anwendungen | Planetengetriebe, Innenringe | Automotive-Getriebe |
Im Allgemeinen wird Zahnradstoßen für Innenverzahnungen bevorzugt, während Wälzfräsen für Außenverzahnungen eingesetzt wird.
Typische Anwendungen
Das Zahnradfräsen wird häufig in Branchen eingesetzt, die kompakte Getriebeanordnungen und präzise Bewegungssteuerung erfordern, darunter:
- Innenzahnkränze für Planetengetriebe
- Große Zahnkränze in Kombination mit gerollten Ringformteilen
- Getriebesysteme für Bau- und Bergbaumaschinen
- Industriemaschinen mit platzbeschränkten Getriebekonstruktionen
Wann sollte man Zahnradstoßen einsetzen?
Aus Beschaffungssicht ist die Auslagerung von Zahnradbearbeitungsdienstleistungen oft eine praktische Wahl, wenn eine oder mehrere der folgenden Bedingungen zutreffen:
- Internal gears or ring gears are required, especially where tool access is limited
- Spezielle Zahnradspezifikationen, wie z. B. nicht standardmäßige Module, Zahnzahlen oder kompakte Baugruppen.
- Geringe bis mittlere Produktionsmengen oder projektbasierte Fertigungsprogramme
- Integrierte Prozesskoordination, einschließlich Walzringschmieden, CNC-Bearbeitung, Wärmebehandlung und Inspektion
- Frühzeitige technische Zusammenarbeit, bei der die technische Überprüfung die Herstellbarkeit und Kostenanpassung unterstützt.
In diesen Fällen helfen spezialisierte Verzahnungsdienstleistungen dabei, Beschaffungsentscheidungen zu optimieren und eine koordinierte Produktionsplanung zu unterstützen.
Schlussfolgerung
Das Zahnradfräsen wird häufig für die Herstellung von Innenzahnrädern und komplexen Zahnkranzstrukturen eingesetzt. In Verbindung mit gerollten Ringformteilen unterstützt dieses Verfahren eine präzise Zahnform und eine gleichbleibende Leistung in industriellen Anwendungen.
Für Projekte mit Innenzahnkränzen oder großen Zahnkränzen steht Ihnen unser Ingenieurteam für technische Beratungen und vorläufige Bewertungen auf der Grundlage Ihrer Zeichnungen oder Anforderungen zur Verfügung.