
Ring Rolling vs Forgiatura Libera per Grandi Anelli
La scelta tra ring rolling e forgiatura libera è una decisione importante nella produzione industriale di grandi anelli forgiati. Entrambi i processi vengono utilizzati per anelli di grandi dimensioni, ma presentano differenze significative in termini di flusso della fibra, utilizzo del materiale, stabilità dimensionale ed efficienza produttiva.
Per applicazioni come cuscinetti di rotazione, corone dentate, componenti per energia eolica e sistemi rotanti pesanti, la selezione del corretto processo di forgiatura influisce direttamente sulla resistenza alla fatica, sulle lavorazioni meccaniche, sull’affidabilità a lungo termine e sui costi complessivi.
Questa guida confronta il ring rolling e la forgiatura libera dal punto di vista tecnico e degli acquisti, aiutando OEM, buyer industriali e ingegneri a valutare quale soluzione sia più adatta per anelli industriali ad alte prestazioni.

Cos’è il Ring Rolling Forging?
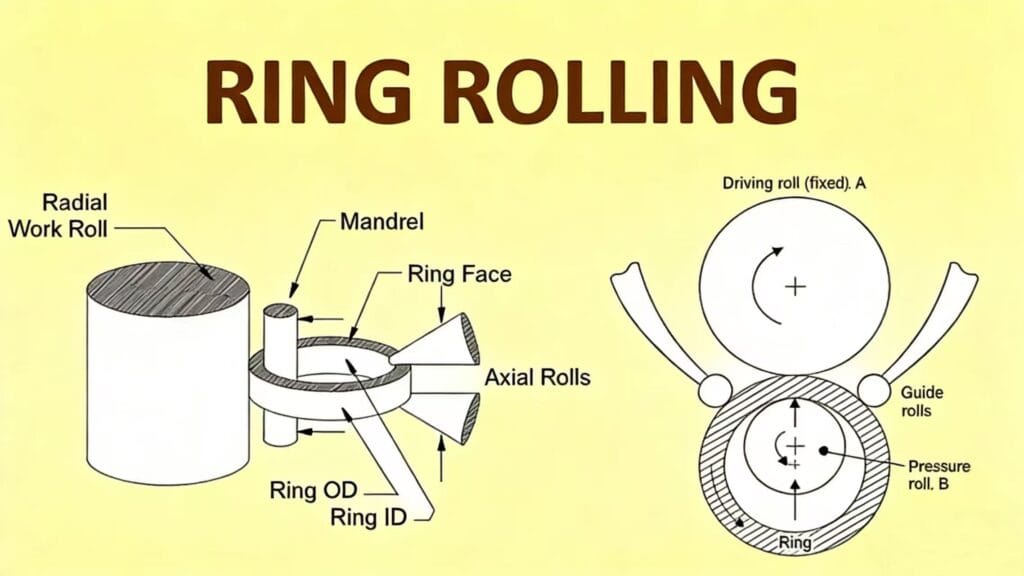
Il ring rolling forging è un processo specializzato utilizzato per produrre anelli senza saldatura ad alta resistenza. Un preformato riscaldato viene espanso tra rulli rotanti per ottenere grandi anelli con dimensioni precise.
Processo principale e vantaggi
- Flusso continuo della fibra
Il flusso del materiale segue la geometria dell’anello, migliorando resistenza alla fatica e integrità strutturale. - Produzione near-net-shape
Riduce lo spessore della parete e minimizza gli scarti di materiale e le lavorazioni successive. - Alta precisione dimensionale
Ideale per anelli di grande diametro che richiedono sezioni uniformi e tolleranze stabili.
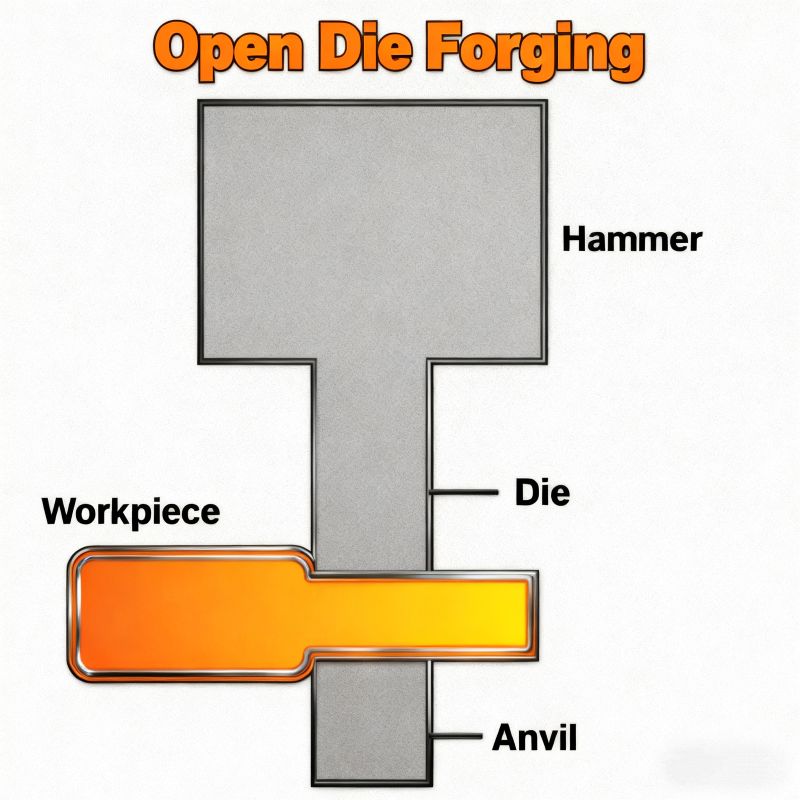
Che cos'è la forgiatura a stampo aperto per anelli?
La forgiatura a stampo aperto è un processo di forgiatura tradizionale in cui il metallo riscaldato viene modellato tra stampi piatti o sagomati senza racchiudere completamente il pezzo. Per la produzione di anelli, viene prima forgiata una billetta solida, quindi punzonata o espansa per creare una geometria ad anello.
A differenza dei processi basati sulla laminazione, la forgiatura a stampo aperto si basa su una deformazione compressiva ripetuta piuttosto che su un’espansione circonferenziale. Sebbene questo processo affini la struttura del materiale, il flusso di grani risultante non forma un modello circonferenziale continuo ed è quindi più adatto per applicazioni con geometrie complesse, variazioni significative dello spessore delle pareti o volumi di produzione relativamente bassi.
Caratteristiche Principali degli Anelli Laminati Senza Saldatura
Gli anelli seamless rolled offrono vantaggi strutturali e dimensionali per applicazioni industriali pesanti. Il flusso continuo della fibra lungo la circonferenza migliora la resistenza alla fatica e aumenta l’affidabilità nel lungo periodo sotto carichi rotanti.
Rispetto agli anelli prodotti con forgiatura tradizionale, gli anelli laminati offrono generalmente:
- Spessore della parete più uniforme
- Maggiore stabilità dimensionale
- Minori lavorazioni meccaniche
- Migliore utilizzo del materiale
- Riduzione degli scarti produttivi
Queste caratteristiche rendono il ring rolling particolarmente adatto per grandi cuscinetti, corone dentate e componenti rotanti soggetti a carichi elevati.
Ring Rolling vs Forgiatura Libera: Differenze Principali
| Fattore | Ring Rolling | Forgiatura Libera | Soluzione ideale per |
|---|---|---|---|
| Flusso della fibra | Continuo e circonferenziale | Discontinuo | Applicazioni rotanti e sotto carico |
| Precisione dimensionale | Maggiore stabilità | Più lavorazioni richieste | Produzione near-net-shape |
| Utilizzo del materiale | Più elevato | Inferiore | Riduzione dei costi materiale |
| Efficienza produttiva | Ideale per serie ripetitive | Migliore per piccoli volumi | Scalabilità produttiva |
| Spessore parete | Da sottile a medio | Medio fino a extra spesso | Anelli heavy-duty |
| Applicazioni tipiche | Cuscinetti e corone dentate | Grandi forgiate speciali | Dipende dall’applicazione |
Capacità Tipiche del Ring Rolling e della Forgiatura Libera
La capacità produttiva dipende da dimensioni degli impianti, materiale e geometria dell’anello. Ogni processo è ottimizzato per specifiche esigenze industriali.
| Capacità | Ring Rolling | Forgiatura Libera |
|---|---|---|
| Diametro anello | 300 mm – 8.000 mm | 500 mm – 5.000 mm |
| Spessore parete | Sottile / medio | Medio / extra spesso |
| Controllo dimensionale | Maggiore precisione | Precisione inferiore |
| Quantità produttiva | Media / alta serie | Prototipi / piccoli lotti |
| Efficienza materiale | Più elevata | Inferiore |
Per anelli di grande diametro che richiedono stabilità dimensionale e flusso uniforme della fibra, il ring rolling è generalmente preferito.
Analisi dei Costi e Specifiche Tecniche
Nella pratica industriale, la scelta del processo dipende principalmente da due aspetti: costo totale di proprietà (TCO) e limiti fisici del processo.
Comprendere questi fattori aiuta buyer e ingegneri a bilanciare budget, prestazioni e affidabilità nel lungo periodo.
1. Efficienza dei Costi: Volume Produttivo vs Resa del Materiale
Ring Rolling (alti volumi)
Il ring rolling è ideale per produzioni medio-alte. Grazie alla tecnologia near-net-shape, riduce gli scarti e le lavorazioni meccaniche successive, abbassando i costi complessivi.
Forgiatura Libera (bassi volumi)
Per prototipi o piccoli lotti, la forgiatura libera può essere più conveniente grazie ai costi iniziali inferiori. Tuttavia, il materiale in eccesso e le successive lavorazioni aumentano spesso il costo finale.
2. Capacità Tecnica e Precisione
Oltre ai costi, anche le dimensioni fisiche del componente influenzano la scelta del processo.
Il ring rolling offre maggiore precisione per applicazioni con tolleranze strette, come cuscinetti per turbine eoliche e grandi sistemi rotanti.
La forgiatura libera resta invece la soluzione preferita per anelli con spessori estremamente elevati o geometrie fuori capacità dei laminatoi.
Quale Processo è Migliore per Grandi Anelli?
Non esiste una soluzione universalmente “migliore”. La scelta dipende dalle esigenze tecniche e produttive del progetto.
Il ring rolling è generalmente preferito quando sono richieste elevata resistenza alla fatica, stabilità dimensionale e prestazioni affidabili sotto carico.
Scegli il Ring Rolling se:
- Serve elevata resistenza alla fatica
- Sono richieste tolleranze stabili
- Il componente lavora sotto carichi rotanti
- È prevista produzione in serie
Scegli la Forgiatura Libera se:
- Sono necessarie geometrie molto complesse
- Servono spessori extra elevati
- La produzione riguarda prototipi o piccoli lotti
Applicazioni Industriali Tipiche degli Anelli Laminati
Gli anelli laminati vengono utilizzati in molti settori industriali grazie alla loro stabilità strutturale ed efficienza del materiale.
Applicazioni tipiche:
- Corone dentate per trasmissioni
- Cuscinetti di rotazione per macchine pesanti
- Flange forgiate per sistemi in pressione
- Grandi anelli per sistemi rotanti industriali
Grazie al flusso uniforme della fibra e alla geometria controllata, questi componenti garantiscono affidabilità operativa nel lungo periodo.
Conclusione
Sia il ring rolling che la forgiatura libera vengono utilizzati nella produzione di grandi anelli industriali. La scelta corretta dipende da geometria, dimensioni e requisiti prestazionali del componente.
Per applicazioni che richiedono flusso uniforme della fibra, precisione dimensionale e lunga durata, il ring rolling è spesso la soluzione preferita.
Se stai valutando componenti ring rolled o grandi anelli forgiati, il nostro team è disponibile per supporto tecnico e valutazioni produttive.