
Forgiatura ad Anello Laminato: Processo, Vantaggi e Applicazioni OEM
La forgiatura ad anello laminato è uno dei processi più utilizzati per produrre anelli senza saldatura destinati ad applicazioni industriali pesanti. Il processo inizia con una preforma forgiata che viene progressivamente laminata fino a raggiungere il diametro e la geometria finale richiesti.
Rispetto agli anelli fusi o saldati, gli anelli laminati offrono generalmente un migliore flusso delle fibre del materiale, una maggiore resistenza strutturale e migliori prestazioni a fatica, soprattutto nei componenti rotanti di grandi dimensioni.
Oggi gli anelli forgiati laminati vengono ampiamente utilizzati in cuscinetti, corone dentate, impianti eolici, recipienti in pressione, macchinari minerari e altre applicazioni dove affidabilità e durata sotto carico sono più importanti del semplice costo del materiale.

Fasi del processo di forgiatura ad anello laminato
La moderna produzione di anelli laminati segue un processo controllato progettato per garantire precisione dimensionale, flusso uniforme delle fibre e proprietà meccaniche costanti.
1. Taglio della materia prima (cesoiatura delle billette)
Questo processo prevede la scelta del materiale metallico e delle specifiche dimensionali appropriate, solitamente sotto forma di barre. Materiale: acciaio al carbonio, acciaio legato SAE8620H, ecc., acciaio inossidabile o metalli non ferrosi, ecc. Le billette vengono quindi tagliate alla lunghezza richiesta mediante cesoiatura, garantendo peso e volume accurati per la forgiatura.
2. Riscaldamento in forno elettrico
Dopo il taglio, le billette vengono riscaldate in un forno elettrico fino a raggiungere la temperatura di forgiatura, solitamente compresa tra 1.100 °C e 1.250 °C (2.000 °F e 2.300 °F). Il trattamento termico controllato garantisce una distribuzione uniforme della temperatura, essenziale per ottenere un flusso di grana e una resistenza del materiale superiori.

3. Preformatura (sformatura e forgiatura grezza)
Dopo aver raggiunto la temperatura di forgiatura richiesta, la billetta viene sottoposta a al rialzo per aumentare la sua sezione trasversale e perfezionare la sua struttura interna. Questo processo garantisce una distribuzione uniforme del materiale ed elimina i vuoti o la segregazione. La billetta viene poi sgrossata per ottenere la forma approssimativa dell’anello, migliorando il flusso del metallo per la successiva fase di perforazione.

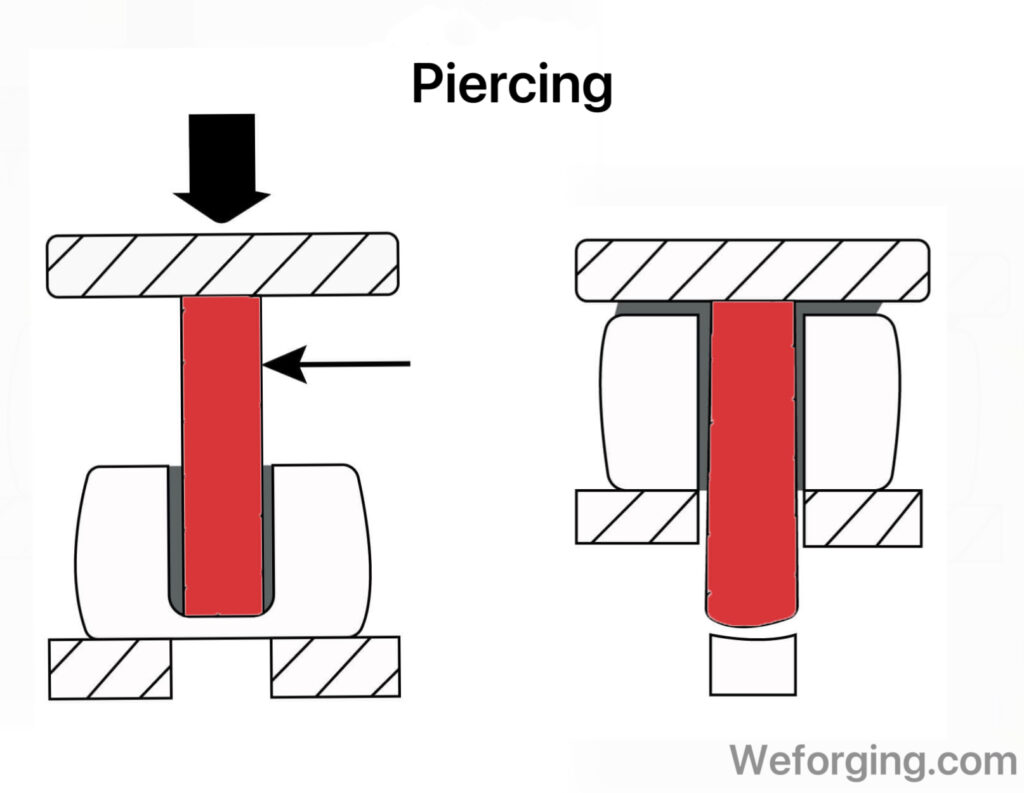
4. Punzonatura (foratura)
Dopo la preformatura, la billetta riscaldata viene accuratamente aperta al centro utilizzando una pressa idraulica o meccanica, formando un grezzo liscio a forma di anello. Questa apertura definisce il diametro interno iniziale e consente un facile posizionamento del mandrino per la fase di laminazione successiva. La punzonatura precisa favorisce un flusso uniforme del metallo, un’eccellente concentricità e una struttura granulare raffinata durante l’espansione dell’anello, garantendo resistenza, precisione e stabilità durante tutto il processo di forgiatura.
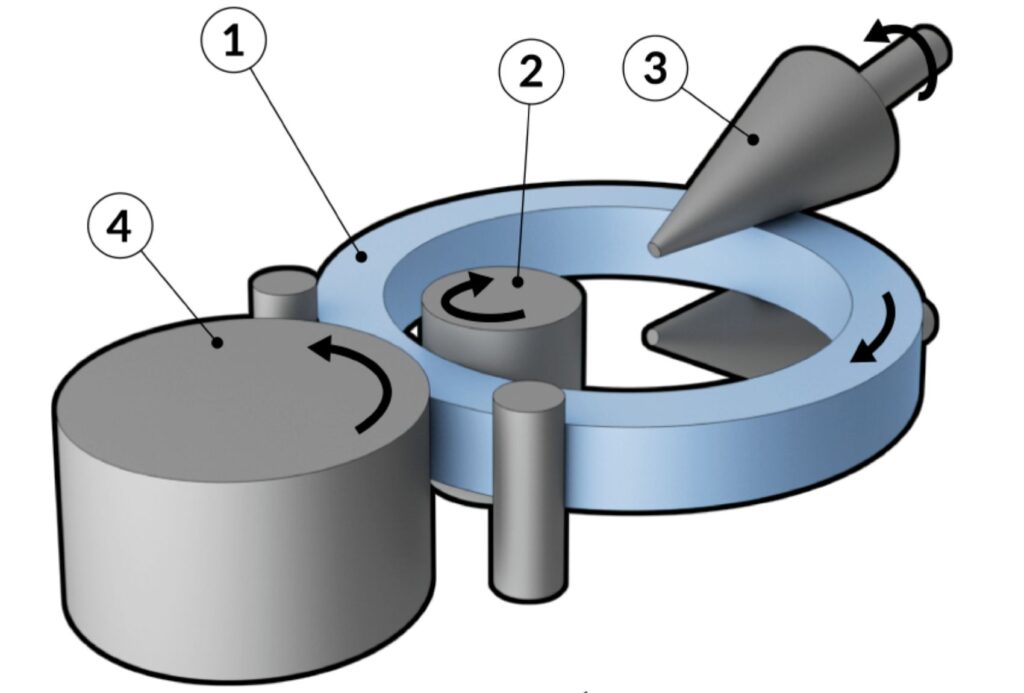
5. Laminazione ad anello (forgiatura ad anello)
Il grezzo a forma di ciambella viene posizionato su un laminatoio ad anello, dove viene ruotato e modellato delicatamente sotto una pressione radiale e assiale controllata. Questo processo espande sia il diametro interno che quello esterno fino alle dimensioni desiderate con eccellente precisione. La laminazione ad anello offre un’efficienza eccezionale, massimizzando l’utilizzo del materiale e migliorando l’uniformità di produzione di ogni anello forgiato.
Durante tutto il processo, la nostra tecnologia di lavorazione CNC garantisce dimensioni precise e tolleranze strette, consentendoci di fornire soluzioni di forgiatura personalizzate di alta qualità.
Tipologie Comuni di Anelli Forgiati Laminati
Gli anelli laminati vengono utilizzati in numerose applicazioni industriali pesanti, con geometrie e materiali differenti in base alle condizioni operative.
Le tipologie più comuni includono:
| Tipo di Anello | Applicazioni Tipiche |
|---|---|
| Anelli per Cuscinetti | Sistemi rotanti e cuscinetti industriali |
| Grezzi Dentati | Trasmissioni e ingranaggi |
| Corone di Rotazione | Macchine edili e minerarie |
| Flange per Eolico | Torri e sistemi eolici |
| Anelli per Recipienti in Pressione | Settore energetico e impianti in pressione |
Geometria, materiale, trattamento termico e lavorazioni meccaniche vengono adattati in base all’applicazione finale.


Forgiatura ad Anello Laminato vs Fusione
Sia gli anelli forgiati che quelli fusi vengono utilizzati in ambito industriale, ma i diversi processi produttivi generano differenze importanti nelle prestazioni meccaniche e nella durata.
| Fattore | Forgiatura ad Anello Laminato | Fusione |
|---|---|---|
| Struttura del materiale | Flusso continuo delle fibre | Struttura casuale |
| Resistenza a fatica | Maggiore | Inferiore |
| Difetti interni | Rischio ridotto | Maggiore porosità |
| Resistenza agli urti | Migliore | Media |
| Utilizzo del materiale | Più efficiente | Inferiore |
| Durata operativa | Più lunga | Più breve |
| Sovrametallo di lavorazione | Ridotto | Maggiore |
Per componenti rotanti o sottoposti a forti carichi, gli anelli forgiati vengono generalmente preferiti grazie a migliore concentricità, maggiore resistenza a fatica e affidabilità nel lungo periodo.
Materiali Utilizzati per gli Anelli Laminati
La scelta del materiale dipende da carico, temperatura operativa, resistenza all’usura e ambiente di utilizzo.
Materiali comunemente utilizzati:
| Tipo di Materiale | Gradi Tipici |
|---|---|
| Acciaio al Carbonio | ASTM A105, C45, S355 |
| Acciaio Legato | 4140, 42CrMo4, 34CrNiMo6 |
| Acciaio Inox | 304, 316, 316L |
| Leghe Speciali | Su richiesta |
I trattamenti termici possono includere:
- normalizzazione
- tempra e rinvenimento
- tempra a induzione
- distensione
La corretta selezione del materiale influisce direttamente su resistenza, usura, durezza e stabilità della lavorazione.
Controllo Qualità nella Produzione di Anelli Laminati
Il controllo qualità è particolarmente importante per gli anelli destinati a cuscinetti, impianti eolici e macchinari pesanti, dove integrità interna e precisione dimensionale influenzano direttamente la durata operativa.
I controlli tipici includono:
- Controllo a ultrasuoni (UT)
- Controllo magnetoscopico (MT)
- Verifica dimensionale di concentricità e spessore
- Controllo durezza
- Tracciabilità del materiale
- Ispezione finale prima della spedizione
I requisiti di controllo possono variare in base all’applicazione e alle specifiche del cliente.
Applicazioni degli Anelli Forgiati Laminati
Gli anelli laminati vengono utilizzati in settori che richiedono elevata affidabilità e resistenza meccanica.
Applicazioni tipiche:
- Energia eolica: cuscinetti e flange
- Energia & Oil & Gas: recipienti in pressione e turbine
- Aerospazio: componenti motore e strutture
- Automotive: trasmissioni e mozzi ruota
- Macchine pesanti: corone di rotazione e grandi cuscinetti
- Settore minerario: frantoi, alberi e sistemi trasportatori
La combinazione di bassa deformazione, alta resistenza a fatica e lunga durata rende gli anelli laminati particolarmente adatti a componenti OEM critici.
Capacità Integrata di Forgiatura e Lavorazione CNC
Per anelli forgiati di grandi dimensioni, stabilità produttiva e precisione dipendono non solo dalla forgiatura, ma anche da lavorazione meccanica, trattamento termico e gestione qualità.
In Weforging, le principali fasi produttive vengono coordinate internamente per ridurre ritardi e mantenere una qualità costante.
Le capacità includono:
- laminazione ad anello e forgiatura a stampo
- lavorazioni CNC per grandi diametri
- tolleranze dimensionali strette
- trattamenti termici personalizzati
- supporto per diversi gradi di acciaio
- controlli UT, MT e tracciabilità
- produzione stabile per programmi OEM
Conclusione
La forgiatura ad anello laminato è una soluzione affidabile per la produzione di anelli senza saldatura ad alta resistenza destinati all’industria pesante e alle applicazioni OEM.
Rispetto alla fusione, gli anelli laminati offrono generalmente una migliore struttura del materiale, maggiore resistenza a fatica e una durata operativa più lunga, soprattutto nei componenti rotanti o fortemente sollecitati.
Per componenti personalizzati o anelli di grande diametro, una valutazione anticipata di materiale, trattamento termico, lavorazione meccanica e condizioni operative può aiutare a ridurre rischi produttivi e costi di lavorazione successivi.