
Ringwalzen-Schmieden: Prozess, Vorteile und OEM-Anwendungen
Das Ringwalzen-Schmieden gehört zu den wichtigsten Fertigungsverfahren für nahtlose Ringe in anspruchsvollen Industrieanwendungen. Dabei wird ein vorgeformter Rohling schrittweise auf den gewünschten Durchmesser und die finale Geometrie ausgewalzt.
Im Vergleich zu gegossenen oder geschweißten Ringen bieten gewalzte Ringe in der Regel einen besseren Faserverlauf, höhere strukturelle Festigkeit und eine verbesserte Ermüdungsbeständigkeit — besonders bei großen rotierenden Komponenten.
Heute werden ringgewalzte Schmiedeteile häufig in Lagern, Zahnkränzen, Windkraftanlagen, Druckbehältern, Bergbaumaschinen und anderen Anwendungen eingesetzt, bei denen Zuverlässigkeit unter hoher Belastung wichtiger ist als reine Materialkosten.

Schritte des Walzring-Schmiedeverfahrens
Die moderne Ringwalzproduktion folgt einem kontrollierten Fertigungsablauf, um Maßgenauigkeit, stabilen Faserverlauf und gleichbleibende mechanische Eigenschaften sicherzustellen.
1. Rohmaterialzuschnitt (Billet-Scheren)
Bei diesem Prozess werden das geeignete Metallmaterial und die Größenanforderungen ausgewählt, in der Regel handelt es sich dabei hauptsächlich um Stäbe. Material: Kohlenstoffstahl, legierter Stahl SAE8620H usw., Edelstahl oder Nichteisenmetalle usw. Die Billets werden dann mit einer Billet-Schere auf die erforderliche Länge zugeschnitten, um ein genaues Gewicht und Volumen für das Schmieden zu gewährleisten.
2. Beheizung im Elektroofen
Nach dem Schneiden werden die Knüppel in einem Elektroofen auf eine Schmiedetemperatur von in der Regel 1.100 °C bis 1.250 °C (2.000 °F bis 2.300 °F) erhitzt. Eine kontrollierte Wärmebehandlung beim Schmieden gewährleistet eine gleichmäßige Temperaturverteilung, die für eine optimale Kornstruktur und Materialfestigkeit unerlässlich ist.

3. Vorformen (Stauchen und Grobschmieden)
Nachdem der Knüppel die erforderliche Schmiedetemperatur erreicht hat, wird er dem Stauchen um seine Querschnittsfläche zu vergrößern und seine innere Struktur zu verfeinern. Dieses Verfahren gewährleistet eine gleichmäßige Verteilung des Materials und verhindert Hohlräume oder Entmischungen. Der Knüppel wird dann grob geschmiedet, um die ungefähre Ringform zu erhalten, was den Metallfluss für die anschließende Lochstechphase verbessert.

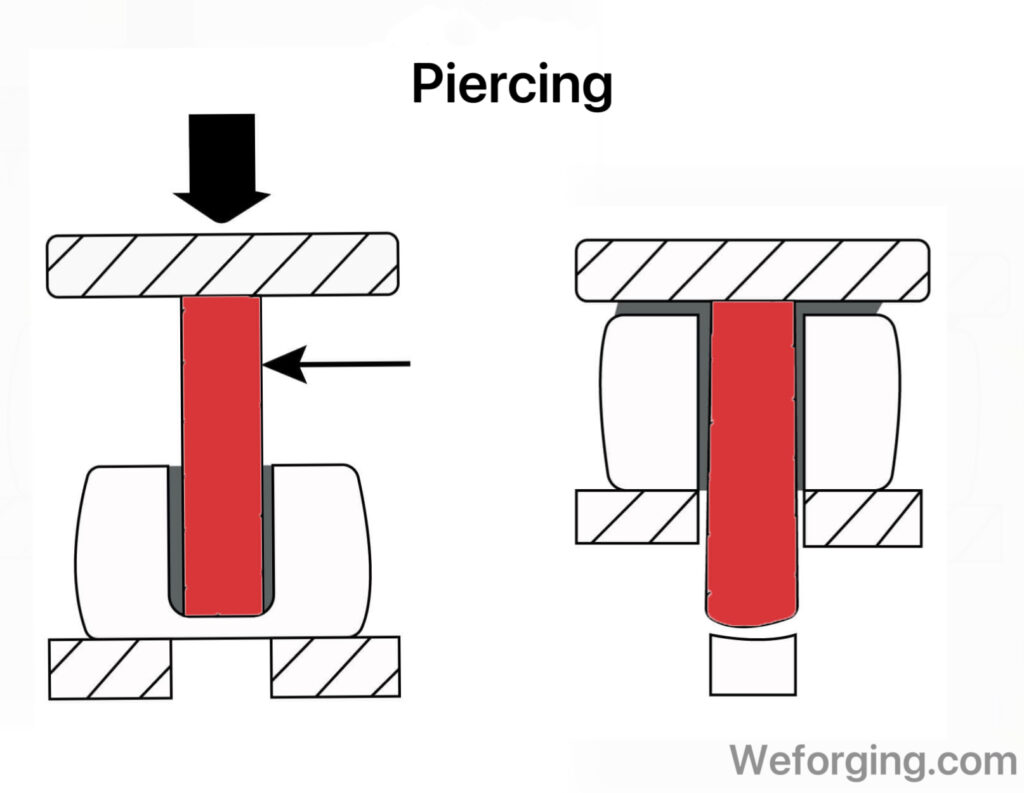
4. Stanzen (Piercing)
Nach dem Vorformen wird der erhitzte Knüppel mit einer hydraulischen oder mechanischen Presse vorsichtig in der Mitte geöffnet, wodurch ein glatter, ringförmiger Rohling entsteht. Diese Öffnung definiert den anfänglichen Innendurchmesser und ermöglicht eine einfache Platzierung des Dorns für die nächste Walzstufe. Präzises Stanzen unterstützt einen gleichmäßigen Metallfluss, eine ausgezeichnete Konzentrizität und eine verfeinerte Kornstruktur während der Ringausdehnung und sorgt so für Festigkeit, Präzision und Stabilität während des gesamten Schmiedeprozesses.
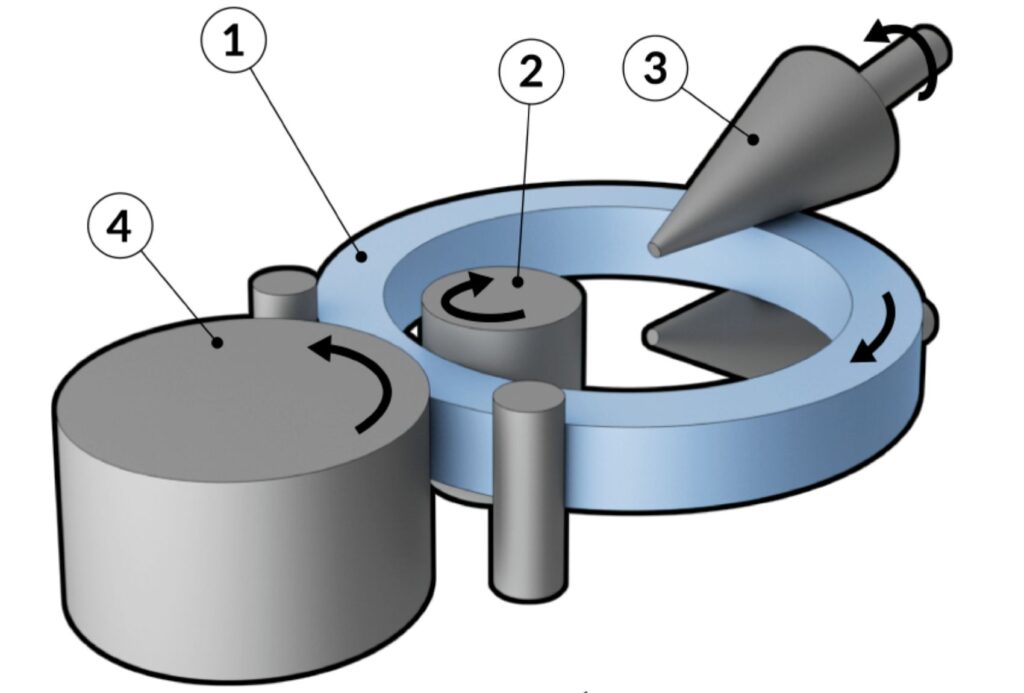
5. Ringwalzen (Ringmühlen-Schmieden)
Der donutförmige Rohling wird auf eine Ringwalzmaschine gelegt, wo er unter kontrolliertem radialen und axialen Druck gedreht und vorsichtig geformt wird. Durch diesen Prozess werden sowohl der Innen- als auch der Außendurchmesser mit höchster Präzision auf die gewünschten Maße erweitert. Das Ringwalzen bietet eine außergewöhnliche Effizienz, maximiert die Materialausnutzung und verbessert die Produktionskonsistenz bei jedem geschmiedeten Ring.
Während des gesamten Prozesses gewährleistet unsere CNC-Bearbeitungstechnologie präzise Abmessungen und enge Toleranzen, sodass wir hochwertige kundenspezifische Schmiedelösungen liefern können.
Typische Arten von Ringwalz-Schmiedeteilen
Ringgewalzte Schmiedeteile werden in vielen Schwerindustrie-Anwendungen eingesetzt. Je nach Einsatzbereich unterscheiden sich Geometrie, Werkstoff und Wärmebehandlung.
Typische Ringarten sind:
| Ringtyp | Typische Anwendungen |
|---|---|
| Lagerringe | Großlager und Rotationssysteme |
| Zahnkranz-Rohlinge | Getriebe- und Antriebstechnik |
| Drehkränze | Baumaschinen und Bergbau |
| Windkraft-Flansche | Windenergieanlagen |
| Druckbehälter-Ringe | Energie- und Drucksysteme |
Ringgeometrie, Materialqualität und Bearbeitungsanforderungen werden in der Regel an die jeweilige Betriebsbelastung angepasst.


Ringwalzen-Schmieden vs. Gießen
Sowohl geschmiedete als auch gegossene Ringe werden industriell eingesetzt. Die Herstellungsverfahren führen jedoch zu deutlichen Unterschieden bei Festigkeit und Langzeitzuverlässigkeit.
| Faktor | Ringwalzen-Schmieden | Guss |
|---|---|---|
| Faserverlauf | Kontinuierlich | Unregelmäßig |
| Ermüdungsfestigkeit | Höher | Niedriger |
| Risiko innerer Fehler | Geringer | Höhere Porositätsgefahr |
| Schlagfestigkeit | Besser | Mittel |
| Materialausnutzung | Höher | Niedriger |
| Lebensdauer | Länger | Kürzer |
| Bearbeitungszugabe | Reduziert | Größer |
Bei hochbelasteten oder rotierenden Komponenten werden geschmiedete Ringe häufig bevorzugt, da sie bessere Rundlaufgenauigkeit, höhere Dauerfestigkeit und stabilere Langzeitleistung bieten.
Typische Werkstoffe für Ringwalz-Schmiedeteile
Die Werkstoffauswahl hängt von Belastung, Temperatur, Verschleißanforderungen und Einsatzumgebung ab.
Häufig verwendete Werkstoffe:
| Werkstoffgruppe | Typische Werkstoffe |
|---|---|
| Kohlenstoffstahl | ASTM A105, C45, S355 |
| Legierter Stahl | 4140, 42CrMo4, 34CrNiMo6 |
| Edelstahl | 304, 316, 316L |
| Sonderlegierungen | Projektabhängig |
Mögliche Wärmebehandlungen:
- Normalisieren
- Vergüten
- Induktionshärten
- Spannungsarmglühen
Die richtige Werkstoff- und Wärmebehandlungsauswahl beeinflusst direkt Verschleißfestigkeit, Härte und Lebensdauer.
Anwendungen von ringgewalzten Schmiedeteilen
Ringgewalzte Schmiedeteile werden häufig in Industrien eingesetzt, in denen hohe Belastbarkeit und Betriebssicherheit erforderlich sind.
Typische Einsatzbereiche:
- Windenergie: Lagerringe, Turmflansche, Yaw-Systeme
- Energie & Ölindustrie: Turbinen- und Drucksysteme
- Luft- und Raumfahrt: Turbinengehäuse und Strukturteile
- Automotive: Getriebekomponenten und Radnaben
- Schwermaschinenbau: Drehkränze und Großlager
- Bergbau: Brecher, Fördertechnik und Bohranlagen
Die Kombination aus geringer Verformung, hoher Ermüdungsfestigkeit und langer Lebensdauer macht ringgewalzte Schmiedeteile besonders geeignet für anspruchsvolle OEM-Anwendungen.
Integrierte Schmiede- und CNC-Bearbeitungskapazität
Bei großen Schmiederingen hängt die Produktionsstabilität nicht nur vom Schmieden selbst ab. Auch Bearbeitung, Wärmebehandlung und Qualitätsmanagement beeinflussen Maßhaltigkeit und Liefertermine.
Bei Weforging werden wichtige Fertigungsschritte intern koordiniert, um Lieferzeiten zu reduzieren und eine stabile Produktionsqualität sicherzustellen.
Typische Fähigkeiten umfassen:
- Ringwalzen und Gesenkschmieden
- Großbearbeitung für Ringe bis ca. 3000 mm
- CNC-Bearbeitung mit engen Toleranzen
- Wärmebehandlung nach Zeichnungsanforderung
- Unterstützung verschiedener Stahlqualitäten
- UT-, MT- und Materialrückverfolgbarkeit
- Stabile Serienproduktion für OEM-Projekte
Schlussfolgerung
Das Ringwalzen-Schmieden ist ein bewährtes Verfahren zur Herstellung hochfester nahtloser Ringe für Schwerindustrie und OEM-Anwendungen.
Im Vergleich zu Gusslösungen bieten ringgewalzte Schmiedeteile häufig bessere Materialstruktur, höhere Ermüdungsfestigkeit und eine längere Lebensdauer — besonders bei rotierenden oder hochbelasteten Komponenten.
Für kundenspezifische Schmiederinge empfiehlt sich eine frühzeitige Bewertung von Werkstoff, Bearbeitungsanforderungen, Wärmebehandlung und Einsatzbedingungen, um spätere Risiken und zusätzliche Bearbeitungskosten zu reduzieren.