
Ring Rolling vs Open Die Forging for Large Rings
Choosing between ring rolling and open die forging is an important decision when manufacturing large industrial rings. Both processes are widely used for large diameter forged rings, but they differ significantly in grain flow, material utilization, dimensional stability, and production efficiency.
For applications such as slewing bearing rings, gear rings, wind energy components, and heavy rotating equipment, selecting the right forging process directly affects fatigue resistance, machining allowance, long-term reliability, and overall production cost.
This guide compares ring rolling and open die forging from an engineering and procurement perspective, helping OEM buyers and industrial engineers evaluate which process is better suited for high-load ring applications and custom forged ring manufacturing.

What Is Ring Rolling Forging?
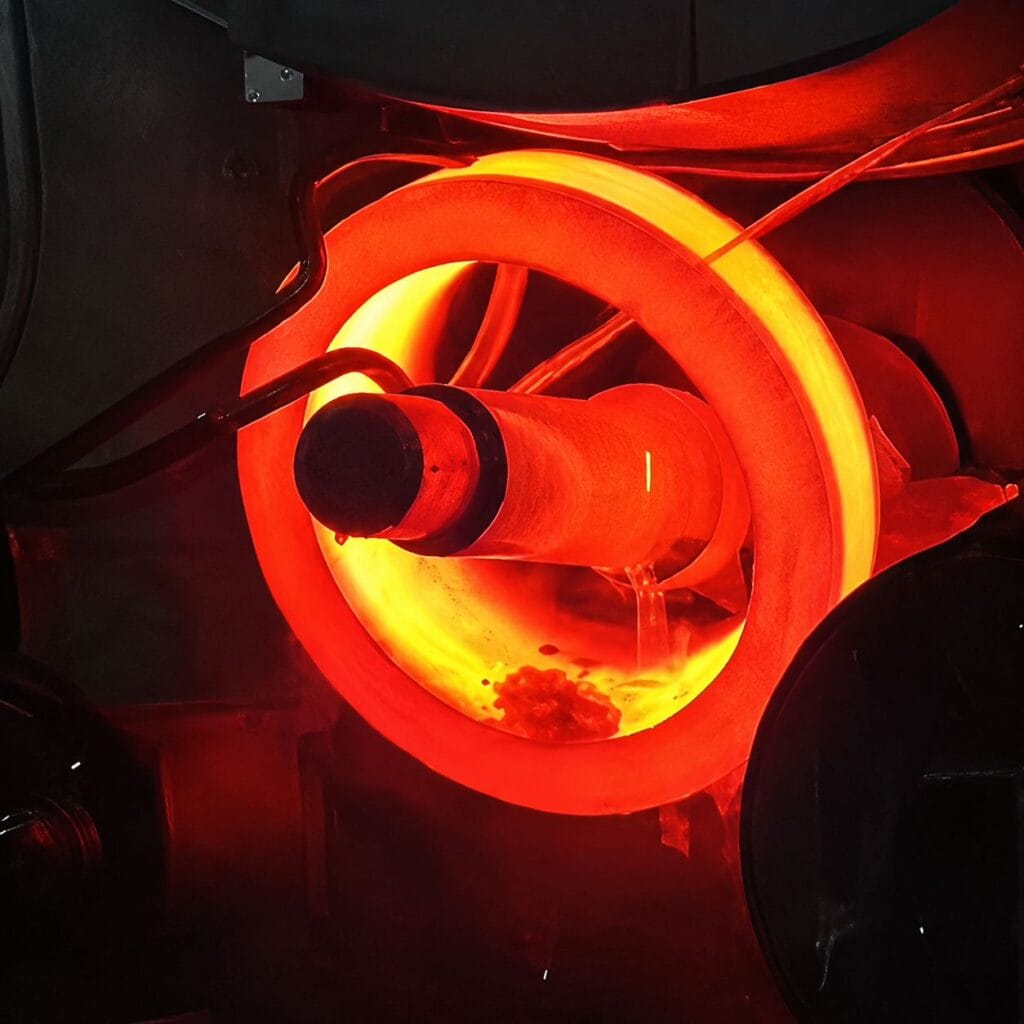
Ring rolling forging is a specialized process used to manufacture high-performance, seamless rolled rings. By expanding a heated pre-forged blank between rotating rolls, it creates high-strength components with precise dimensions.
Key Process & Benefits:
Continuous Grain Flow: Aligns metal structure with the ring geometry for superior fatigue resistance.
Near-Net-Shape: Reduces wall thickness while increasing diameter, ensuring maximum material efficiency.
Industrial Precision: Ideal for large-diameter rings requiring uniform cross-sections and predictable performance.
What Is Open Die Forging for Rings?
Open die forging is a traditional forging process in which heated metal is shaped between flat or contoured dies without fully enclosing the workpiece. For ring production, a solid billet is first forged, then punched or expanded to create a ring geometry.
Unlike rolling-based processes, open die forging relies on repeated compressive deformation rather than circumferential expansion. While this process refines the material structure, the resulting grain flow does not form a continuous circumferential pattern and is therefore more suitable for applications with complex geometries, significant wall thickness variation, or relatively low production volumes.

Key Characteristics of Seamless Rolled Rings
Seamless rolled rings produced through ring rolling forging provide structural and dimensional advantages for heavy-duty industrial applications. A major benefit is continuous circumferential grain flow, which enhances fatigue resistance and improves long-term performance under rotating loads.
Compared with conventional open die forged rings, seamless rolled rings typically provide:
- More uniform wall thickness
- Better dimensional stability
- Reduced machining allowance
- Improved material utilization
- Lower overall production waste
These characteristics make rolled ring forgings particularly suitable for large bearing rings, gear rings, and critical rotating components requiring stable long-term operation.
Ring Rolling vs Open Die Forging: Key Differences
| Factor | Ring Rolling | Open Die Forging | Best Choice For |
|---|---|---|---|
| Grain Flow | Continuous circumferential flow | Discontinuous flow patterns | Rotating & fatigue-loaded rings |
| Dimensional Accuracy | Better consistency | Requires more machining | Near-net-shape production |
| Material Utilization | Higher | Lower | Cost reduction |
| Production Efficiency | Better for repeat orders | Better for low volume | Volume scalability |
| Wall Thickness | Thin to medium | Medium to extra thick | Heavy-section rings |
| Typical Applications | Bearing & gear rings | Large custom forgings | Application dependent |
Typical Capacity Range of Ring Rolling vs Open Die Forging
The production capability of ring rolling and open die forging depends on equipment size, material grade, and ring geometry. In industrial forged ring manufacturing, each process is optimized for different dimensional and production requirements.
| Capability | Ring Rolling | Open Die Forging |
|---|---|---|
| Ring Diameter | 300 mm – 8,000 mm | 500 mm – 5,000 mm |
| Wall Thickness | Thin to medium | Medium to extra thick |
| Dimensional Control | Higher consistency | Lower consistency |
| Production Quantity | Medium to high volume | Prototype to low volume |
| Material Efficiency | Higher | Lower |
For large diameter rings requiring stable dimensions and consistent grain flow, ring rolling is commonly preferred in industrial production.
Cost Analysis and Technical Specifications
When moving from engineering theory to procurement reality, the process selection typically hinges on two core metrics: Total Cost of Ownership (TCO) and physical specification limits. Understanding these variables helps optimize your budget while ensuring long-term part performance.
1. Cost Efficiency: Production Volume vs. Material Yield
The “Buy-to-Fly” ratio—the correlation between the weight of raw material purchased and the weight of the finished part—is the primary driver of forging economics.
Ring Rolling (High Yield): This is the most cost-effective method for medium-to-high volume production. By utilizing near-net-shape technology, the process minimizes material waste and can reduce post-forging machining costs by 30-50% compared to traditional methods.
Open Die Forging (Low MOQ): With significantly lower initial tooling and setup costs, this is the preferred choice for prototypes or one-off custom rings. However, because the resulting shape is “rougher,” you will pay for more “excess metal” that must eventually be machined away.
2. Technical Capacity and Precision
Beyond cost, the physical dimensions of your project may dictate the process. Ring rolling offers superior dimensional control with wall thickness uniformity of ± 2-5%, making it ideal for high-precision applications like wind turbine bearings. Conversely, open die forging remains the standard for extremely heavy-wall “donuts” or non-standard geometries that exceed the capacity of a rolling mill.
Which Process Is Better for Large Rings?
There is no universal “best” solution; the choice depends on your project’s specific performance and volume requirements. However, Ring Rolling has become the industry standard for high-performance applications due to its superior grain structure.
Choose Ring Rolling if: You require high fatigue resistance, consistent dimensional stability, and predictable performance under rotating loads (e.g., bearings, gears).
Choose Open Die Forging if: You are dealing with highly complex geometries, extra-thick wall sections, or limited production volumes (prototypes).
Typical Industrial Applications of Rolled Ring Forgings
Rolled ring forgings are widely used in heavy industrial applications due to their structural consistency and efficient material utilization. Typical applications include:
Gear blanks for power transmission – supporting stable torque transfer and reliable fatigue performance
Slewing bearing rings for construction equipment – enabling smooth and dependable rotation under combined loads
Flange rings for pressure connections – providing secure interfaces and structural support
Large bearing rings for rotating systems – ensuring dimensional consistency and smooth operation
These components benefit from uniform grain flow and controlled geometry, supporting reliable performance in long-term service applications.
Conclusion
Both ring rolling and open die forging are used in the production of large industrial rings, with the appropriate process determined by ring size, geometry, and performance requirements. For applications where large diameter rings, consistent grain flow, and dimensional stability are critical, ring rolling is commonly selected.
If your project involves ring rolling or large ring applications, our team is available for technical discussion and process evaluation.