
Ringwalzen vs. Freiformschmieden für große Ringe
Die Wahl zwischen Ringwalzen und Freiformschmieden ist eine wichtige Entscheidung in der industriellen Fertigung großer Schmiederinge. Beide Verfahren werden häufig für großdimensionierte Ringe eingesetzt, unterscheiden sich jedoch deutlich hinsichtlich Kornfluss, Materialausnutzung, Maßstabilität und Produktionseffizienz.
Für Anwendungen wie Großwälzlager, Zahnkränze, Windkraftkomponenten und schwere Rotationssysteme beeinflusst die Wahl des richtigen Schmiedeverfahrens direkt die Ermüdungsfestigkeit, den Bearbeitungsaufwand, die Lebensdauer und die Gesamtkosten.
Dieser Leitfaden vergleicht Ringwalzen und Freiformschmieden aus Sicht von Einkauf, Konstruktion und Fertigung, damit OEM-Einkäufer und Ingenieure die passende Lösung für hochbelastete Ringkomponenten bewerten können.

Was ist Ringwalzschmieden?
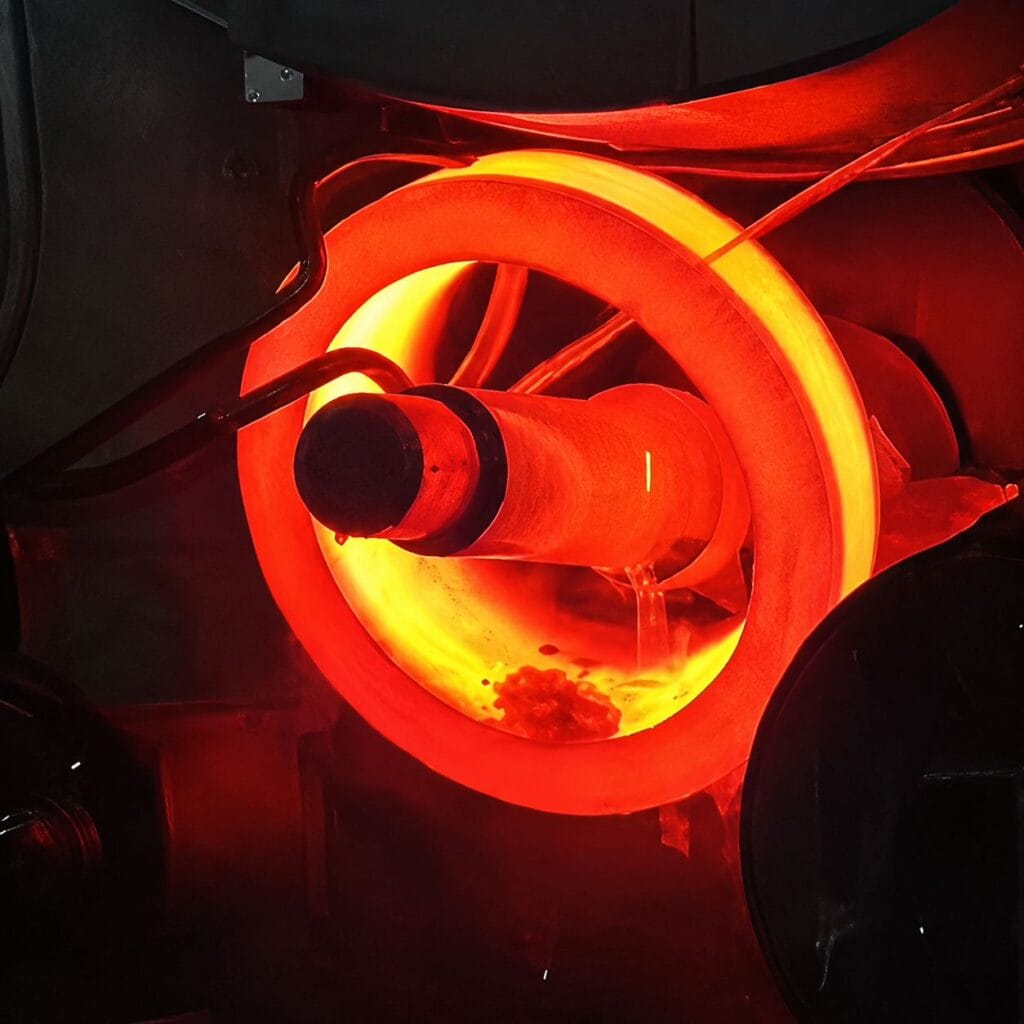
Das Ringwalzen ist ein spezialisiertes Umformverfahren zur Herstellung leistungsstarker, nahtloser gewalzter Ringe. Durch das Aufweiten eines erhitzten, vorgelochten Rohlings zwischen rotierenden Walzen entstehen hochfeste Bauteile mit präzisen Abmessungen.
Hauptmerkmale & Vorteile:
Kontinuierlicher Faserverlauf: Die Metallstruktur wird exakt an die Ringgeometrie angepasst, was eine überlegene Ermüdungsfestigkeit garantiert.
Endkonturnahe Fertigung (Near-Net-Shape): Reduziert Wandstärkenübermaße bei gleichzeitiger Maximierung des Durchmessers, was zu höchster Materialeffizienz führt.
Industrielle Präzision: Ideal für Ringe mit großen Durchmessern, die gleichmäßige Querschnitte und ein berechenbares Leistungsverhalten erfordern.
Was ist Freiformschmieden für Ringe?
Freiformschmieden ist ein traditionelles Schmiedeverfahren, bei dem erhitztes Metall zwischen flachen oder konturierten Gesenken geformt wird, ohne das Werkstück vollständig zu umschließen. Bei der Ringherstellung wird zunächst ein massiver Rohling geschmiedet und anschließend gestanzt oder aufgeweitet, um eine Ringgeometrie zu erzeugen.
Im Gegensatz zu walzbasierten Verfahren basiert das Freiformschmieden auf wiederholter Druckverformung statt auf Umfangsdehnung. Dieses Verfahren verfeinert zwar die Materialstruktur, aber die resultierende Kornfließrichtung bildet kein kontinuierliches Umfangsmuster und eignet sich daher besser für Anwendungen mit komplexen Geometrien, erheblichen Wanddickenunterschieden oder relativ geringen Produktionsmengen.

Wichtige Eigenschaften nahtlos gewalzter Ringe
Industrieanwendungen. Der gleichmäßige Umfangskornfluss verbessert die Ermüdungsfestigkeit und erhöht die Langzeitzuverlässigkeit unter rotierenden Belastungen.
Im Vergleich zu konventionell offenen Schmiederingen bieten gewalzte Ringe typischerweise:
- Gleichmäßigere Wandstärken
- Höhere Maßstabilität
- Geringeren Zerspanungsaufwand
- Bessere Materialausnutzung
- Weniger Produktionsabfall
Diese Eigenschaften machen Ringwalzschmiedeteile besonders geeignet für Großlager, Zahnkränze und rotierende Schwerlastkomponenten mit hohen Anforderungen an Lebensdauer und Zuverlässigkeit.
Ringwalzen vs. Freiformschmieden: Die wichtigsten Unterschiede
| Faktor | Ringwalzen | Freiformschmieden | Beste Wahl für… |
| Faserverlauf | Kontinuierlich & tangential | Diskontinuierliche Muster | Zyklische/Ermüdungslasten |
| Toleranz | Präzise (± 2-5%) | Grob; erfordert Zerspanung | Endkonturnahe Bedarfe |
| Effizienz | Hoch (weniger Abfall) | Niedrig (hoher Materialüberschuss) | Kostenreduzierung |
| Produktion | Optimiert für 5+ Stück | Ideal für 1-3 Stück | Skalierbarkeit des Volumens |
Typischer Kapazitätsbereich von Ringwalzen und Freiformschmieden
Die Produktionskapazität beider Verfahren hängt von Maschinengröße, Werkstoff und Ringgeometrie ab. In der industriellen Ringfertigung ist jedes Verfahren für unterschiedliche Anforderungen optimiert.
| Kapazität | Ringwalzen | Freiformschmieden |
|---|---|---|
| Ringdurchmesser | 300 mm – 8.000 mm | 500 mm – 5.000 mm |
| Wandstärke | Dünn bis mittel | Mittel bis extra dick |
| Maßkontrolle | Höhere Konsistenz | Geringere Konsistenz |
| Produktionsmenge | Mittel bis hohe Stückzahlen | Prototypen bis Kleinserien |
| Materialeffizienz | Höher | Niedriger |
Für großdimensionierte Ringe mit stabilen Abmessungen und gleichmäßigem Kornfluss wird Ringwalzen in der industriellen Fertigung häufig bevorzugt.
Kostenanalyse und technische Spezifikationen
Bei der Entscheidung zwischen technischer Theorie und Beschaffungsrealität stehen meist zwei Kennzahlen im Vordergrund: die Gesamtbetriebskosten (TCO) und die physikalischen Spezifikationsgrenzen.
1. Kosteneffizienz: Produktionsvolumen vs. Materialausbeute
Das “Buy-to-Fly”-Verhältnis – das Verhältnis zwischen dem Gewicht des gekauften Rohmaterials und dem Gewicht des fertigen Teils – ist der Haupttreiber der Schmiedeökonomie.
Ringwalzen (Hohe Ausbeute): Wirtschaftlichstes Verfahren für mittlere bis hohe Volumina. Durch die Near-Net-Shape-Technologie sinken die Kosten für die anschließende Bearbeitung um 30-50%.
Freiformschmieden (Niedrige Mindestbestellmenge): Aufgrund deutlich geringerer Werkzeug- und Einrichtungskosten die bevorzugte Wahl für Prototypen oder Einzelstücke. Da die Form jedoch “roher” ist, zahlt man für “überschüssiges Metall”, das später weggefräst werden muss.
2. Technische Kapazität und Präzision
Ringwalzen bietet eine überlegene Maßhaltigkeit mit einer Gleichmäßigkeit der Wandstärke von ± 2-5%, ideal für Präzisionsanwendungen wie Windkraftlager. Umgekehrt bleibt das Freiformschmieden der Standard für extrem dickwandige “Donuts” oder Geometrien, die die Kapazität eines Walzwerks überschreiten.
Welches Verfahren ist besser für Großringe?
Es gibt keine universelle “beste” Lösung; die Wahl hängt von der Leistung und dem Volumen ab.
Wählen Sie Ringwalzen, wenn: Sie hohe Ermüdungsfestigkeit, konstante Dimensionsstabilität und berechenbare Leistung unter rotierenden Lasten benötigen (z. B. Lager, Getriebe).
Wählen Sie Freiformschmieden, wenn: Sie mit hochkomplexen Geometrien, extremen Wandstärken oder sehr begrenzten Stückzahlen (Prototypen) arbeiten.
Typische industrielle Anwendungen von gewalzten Ringschmiedeteilen
Gezogene Ringschmiedeteile werden aufgrund ihrer strukturellen Konsistenz und effizienten Materialausnutzung häufig in der Schwerindustrie eingesetzt. Typische Anwendungsbereiche sind:
Zahnradrohlinge für die Kraftübertragung – für eine stabile Drehmomentübertragung und zuverlässige Ermüdungsfestigkeit
Drehlagerringe für Baumaschinen – für eine reibungslose und zuverlässige Drehung unter kombinierten Belastungen
Flanschringe für Druckanschlüsse – für sichere Schnittstellen und strukturelle Unterstützung
Große Lagerringe für rotierende Systeme – Gewährleistung von Maßhaltigkeit und reibungslosem Betrieb
Diese Komponenten profitieren von einer gleichmäßigen Kornstruktur und einer kontrollierten Geometrie, wodurch eine zuverlässige Leistung bei Langzeitanwendungen gewährleistet wird.
Schlussfolgerung
Sowohl Ringwalzen als auch Freiformschmieden werden zur Herstellung großer Schmiederinge eingesetzt. Das geeignete Verfahren hängt von Ringgröße, Geometrie und Leistungsanforderungen ab.
Für Anwendungen mit hohen Anforderungen an Kornfluss, Maßstabilität und Langzeitzuverlässigkeit wird Ringwalzen häufig bevorzugt.
Wenn Sie Projekte im Bereich Ringwalzschmieden oder große Ringkomponenten planen, unterstützt unser Team Sie gerne bei der technischen Bewertung und Fertigungsauslegung.