
Causas comunes de retrasos en proyectos OEM de forja
En los proyectos OEM de forja, los retrasos en la entrega rara vez son causados únicamente por el proceso de forja. Para los equipos de compras e ingeniería, los mayores riesgos suelen aparecer mucho antes, durante la revisión técnica, la preparación de herramientas y la coordinación de producción. Especialmente en componentes forjados personalizados con tolerancias estrictas, pequeños problemas de coordinación pueden afectar significativamente los plazos finales.
Cuando un proyecto depende de varios proveedores externos para mecanizado, tratamiento térmico o inspección, la falta de coordinación puede extender fácilmente los tiempos de entrega. En muchos casos, una entrega estable depende más de la coordinación entre procesos que de la velocidad de la propia forja.

Riesgos de retraso en diferentes etapas del proyecto
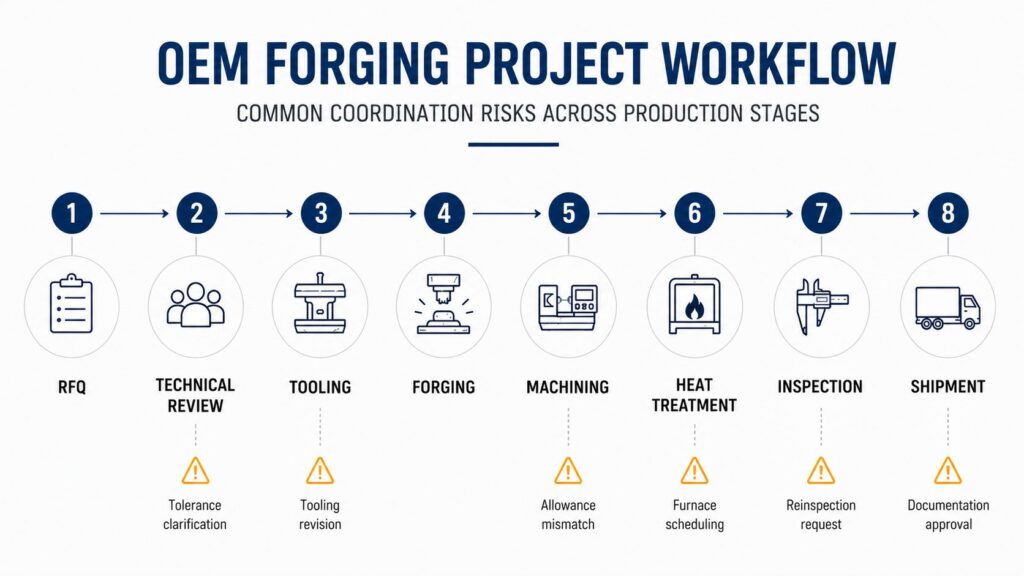
En los proyectos OEM de forja, los retrasos normalmente no provienen de un único problema grave, sino de varios pequeños problemas de coordinación durante la revisión técnica, fabricación de herramientas, mecanizado, tratamiento térmico o inspección final.
La siguiente tabla muestra riesgos típicos en proyectos de forja personalizada.
| Etapa del proyecto | Riesgo común | Impacto típico |
|---|---|---|
| Revisión técnica | Aclaración de planos o tolerancias | Aprobación retrasada |
| Preparación de herramientas | Modificaciones de herramientas | Retraso de producción |
| Preparación de material | Disponibilidad de materia prima | Inicio tardío de producción |
| Mecanizado | Sobrematerial incorrecto | Retrabajo |
| Tratamiento térmico | Problemas de programación de hornos | Mayor tiempo de proceso |
| Inspección | Requisitos de reinspección | Retraso de envío |
| Coordinación de proveedores | Problemas de comunicación | Fechas de entrega inestables |
En muchos proyectos OEM, estos pequeños problemas de coordinación se acumulan gradualmente y pueden ampliar significativamente los tiempos de entrega de componentes forjados si no se identifican a tiempo.
La revisión técnica suele causar retrasos antes de lo esperado
Muchos proyectos OEM parecen listos para producción después de la fase de cotización. Sin embargo, cuando comienza la revisión detallada de planos, suelen aparecer aclaraciones técnicas adicionales.
Los problemas más comunes incluyen:
- confirmación del sobrematerial de mecanizado
- verificación de tolerancias
- requisitos de tratamiento térmico
- revisión de ajustes de ensamblaje
- sustitución o aprobación de materiales
- requisitos de acabado superficial
En muchos casos, el retraso no se debe a la velocidad de producción, sino a que los detalles técnicos no fueron alineados suficientemente temprano entre el OEM y el proveedor.
El desarrollo de herramientas suele subestimarse
El desarrollo de herramientas es otra área donde aparecen frecuentemente retrasos en proyectos OEM de forja. Muchos compradores se enfocan principalmente en la producción de forja y subestiman el tiempo necesario para preparación, modificación y validación de herramientas.
Problemas típicos relacionados con herramientas:
| Problema común | Posible impacto |
|---|---|
| Modificación de herramienta tras revisión DFM | Ajuste del plan de producción |
| Corrección dimensional de muestras | Modificación adicional |
| Herramientas de gran tamaño | Mayor tiempo de preparación |
| Conflictos de programación | Retraso del inicio de producción |
Para componentes forjados complejos, la aprobación final de herramientas puede tardar mucho más de lo esperado antes de iniciar la producción en serie.
En algunos proyectos, la preparación del material comienza antes de confirmar completamente los detalles de la herramienta. Si posteriormente se requieren cambios, el plan de producción suele necesitar reorganización.
La coordinación entre múltiples proveedores genera retrasos ocultos
Muchos proyectos OEM trabajan con diferentes proveedores para forja, mecanizado, tratamiento térmico e inspección. Aunque este enfoque puede reducir costos inicialmente, normalmente aumenta la complejidad de coordinación durante la producción.
Los problemas típicos incluyen:
- sobremateriales inconsistentes
- estándares dimensionales diferentes
- tiempos de espera entre procesos
- comunicación lenta sobre cambios técnicos
En algunos casos, las piezas forjadas se completan a tiempo, pero los problemas de mecanizado o inspección aparecen posteriormente. Cuando se requieren retrabajos o verificaciones adicionales, las fechas de entrega pueden retrasarse rápidamente.
Los proveedores integrados de forja y mecanizado ayudan frecuentemente a reducir estos riesgos, ya que la planificación, mecanizabilidad y requisitos de inspección se coordinan antes dentro de un mismo flujo de producción.
El tratamiento térmico y la inspección suelen retrasar el envío final
Muchos retrasos aparecen después de completar la producción de forja. El tratamiento térmico, las esperas de inspección y la aprobación de documentación afectan frecuentemente la fecha final de envío.

Ejemplos típicos:
| Proceso | Causa común del retraso |
|---|---|
| Tratamiento térmico | Conflictos de capacidad de hornos |
| Inspección UT/MT | Espera de aprobación |
| Prueba de dureza | Inspección adicional |
| Inspección dimensional | Mediciones repetidas |
| Documentación final | Informes incompletos |
Para componentes forjados grandes, la capacidad disponible de tratamiento térmico puede convertirse rápidamente en un cuello de botella, especialmente con ciclos largos de horno.
En algunos proyectos OEM, cambios en requisitos de inspección o verificaciones adicionales también generan retrasos en el envío final. En la mayoría de los casos, estos retrasos no provienen de problemas graves de calidad, sino de problemas de coordinación e inspección detectados demasiado tarde.
Los cambios técnicos tardíos afectan rápidamente las entregas
Los cambios de ingeniería son comunes en proyectos OEM de forja, especialmente durante muestras o primeras etapas de mecanizado. Cuando las herramientas, el mecanizado o los planes de inspección ya están en marcha, incluso pequeños cambios pueden afectar el cronograma de entrega.
Ejemplos típicos:
- cambio de posición de agujero → mecanizado adicional
- actualización de tolerancias → nueva inspección
- cambio de recubrimiento → retraso de producción
- actualización de referencias de ensamblaje → corrección de herramienta o mecanizado
- cambio de requisitos superficiales → tiempo adicional de mecanizado
En proyectos con múltiples proveedores, estos cambios suelen aumentar la complejidad de coordinación entre etapas de producción.
La coordinación temprana mejora la estabilidad de entrega
En proyectos OEM de forja, los retrasos normalmente provienen de problemas de coordinación más que de la propia producción.
Los proyectos suelen ser más estables cuando los proveedores participan desde etapas tempranas, especialmente en:
- revisión técnica de planos
- análisis de mecanizabilidad
- planificación de herramientas
- planificación de tratamiento térmico
- requisitos de inspección
- coordinación de producción
Los procesos integrados también ayudan a mejorar la planificación. Cuando forja, mecanizado e inspección trabajan de forma coordinada, se reducen problemas de comunicación y tiempos de espera entre procesos.
Cómo reducir anticipadamente los riesgos de retraso
Muchos riesgos pueden reducirse mediante una comunicación técnica más clara y una mejor coordinación de producción. En proyectos OEM personalizados, los problemas menores suelen ser mucho más fáciles de resolver antes del inicio completo de producción.
Acciones prácticas:
- confirmar sobrematerial antes de aprobar herramientas
- definir estándares de inspección con anticipación
- aclarar requisitos de tratamiento térmico
- minimizar cambios técnicos tardíos
- coordinar forja y mecanizado
- definir anticipadamente la documentación final requerida
Punto importante
En grandes proyectos OEM, la participación temprana del proveedor ayuda frecuentemente a identificar más rápido los riesgos de coordinación. En muchos casos, una entrega estable depende más de la planificación temprana que de acelerar la producción en etapas finales.
Conclusión
En proyectos OEM de forja, los retrasos de entrega suelen originarse por problemas de coordinación entre revisión técnica, desarrollo de herramientas, mecanizado, tratamiento térmico y comunicación entre proveedores. Muchos de estos problemas solo aparecen cuando la producción ya ha comenzado.
Para los equipos de compras, mejorar la estabilidad de entrega no significa únicamente aumentar la velocidad de producción, sino también mejorar la coordinación técnica y la planificación durante todo el proceso productivo.
Si actualmente está evaluando proveedores de forja para proyectos OEM, una revisión técnica temprana y una producción integrada pueden ayudar a reducir retrasos innecesarios en etapas posteriores de producción.