
Come la Temperatura Influenza la Precisione della Misurazione CMM
La misurazione CMM è un elemento cruciale nella produzione di precisione, utilizzata per verificare che un componente rispetti i requisiti dimensionali e geometrici prima dell’assemblaggio. Anche i pezzi che superano l’ispezione possono mostrare discrepanze dimensionali durante l’uso.
Un fattore spesso trascurato è la temperatura: variazioni termiche possono far espandere o contrarre i componenti metallici, gli strumenti di misura e le macchine CMM, influenzando i risultati. Questo è particolarmente critico per rotori, ingranaggi, anelli e componenti con tolleranze strette.
In questo articolo analizziamo come la temperatura influisce sulla precisione della misurazione CMM, perché condizioni di ispezione stabili sono essenziali e come ambienti controllati supportano una qualità affidabile nei progetti OEM.
Cos’è una Misurazione CMM e Perché è Importante
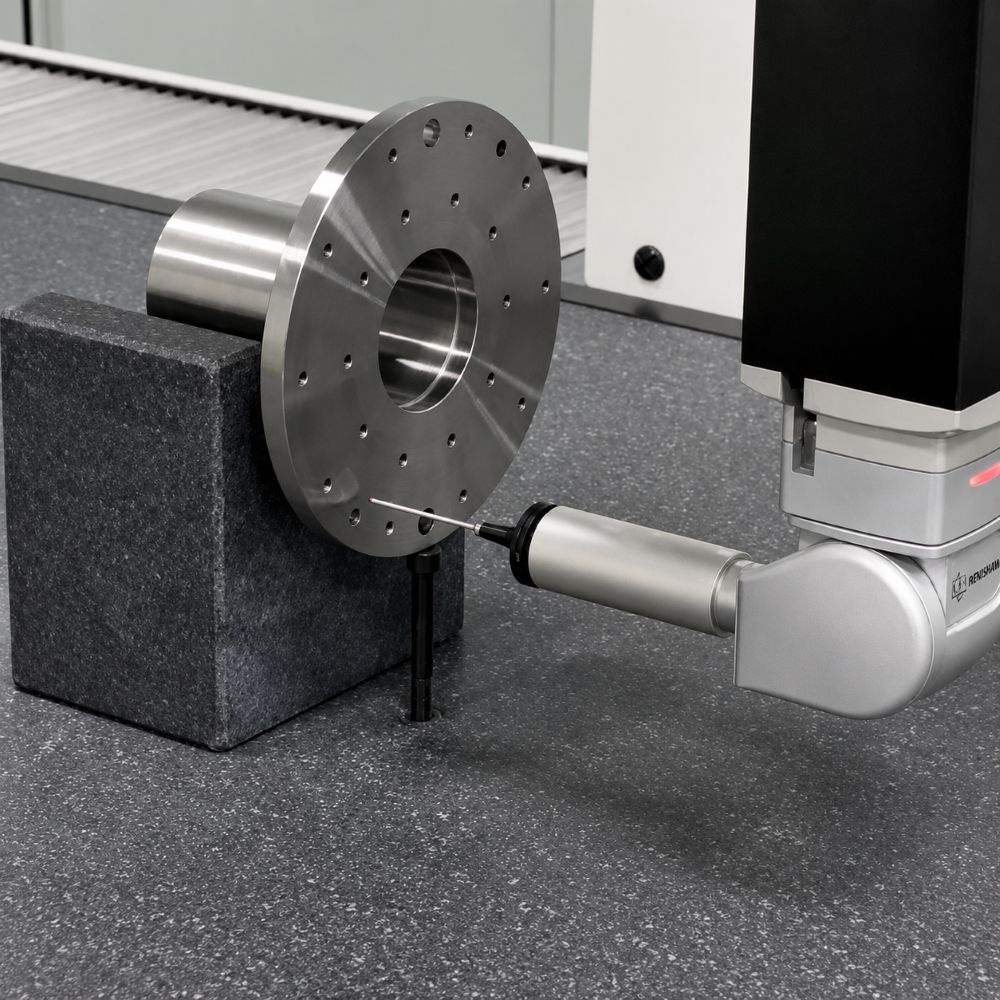
Una Macchina di Misura a Coordinate (CMM) è uno degli strumenti di ispezione più diffusi nella produzione moderna. Misura le caratteristiche dimensionali raccogliendo dati di coordinate precise dalla superficie del componente.
Le principali verifiche CMM includono:
- Diametro e lunghezza
- Posizione dei fori
- Planarità e parallelismo
- Concentricità e rotondità
- Requisiti complessi GD&T
Rispetto agli strumenti manuali, le CMM offrono ripetibilità e precisione significativamente maggiori. Nei progetti OEM garantiscono che ogni componente soddisfi le specifiche di progetto prima dell’assemblaggio.
Come la Temperatura Influisce sulle Dimensioni dei Componenti
Tutti i materiali metallici si dilatano con il calore e si contraggono con il raffreddamento. Anche piccole variazioni diventano rilevanti nelle misurazioni di precisione.
Esempio: un componente in acciaio lungo 500 mm può dilatarsi di circa 0,03 mm se la temperatura aumenta di 5 °C. In applicazioni con tolleranze di centesimi o millesimi di millimetro, queste variazioni possono influenzare i risultati della misurazione.
Più grande è il componente, maggiore sarà la variazione dimensionale. Questo è particolarmente importante per:
- Anelli dentati di grandi dimensioni
- Rotori
- Anelli di cuscinetto
- Alberi lunghi
- Componenti a pareti sottili
Senza controllo della temperatura, le dimensioni misurate possono non rappresentare la reale condizione del pezzo.
Perché la Temperatura è Critica Durante la Misurazione CMM
La CMM misura le dimensioni fisiche direttamente. Se il componente o l’ambiente di ispezione non è termicamente stabile, i risultati possono variare.
Problemi comuni:
- Differenze tra misurazioni mattutine e pomeridiane
- Misurazioni incoerenti tra operatori
- Discrepanze tra controlli del fornitore e del cliente
- Fallimenti GD&T inattesi
Per migliorare la precisione della misurazione CMM, sia il pezzo sia lo strumento devono raggiungere l’equilibrio termico prima della misurazione.
Problemi GD&T Riscontrati Durante la Misurazione CMM
Molti problemi dimensionali sono individuati solo tramite ispezioni GD&T con CMM, specialmente per componenti con requisiti di assemblaggio stringenti:
- Errori di posizione: i fori possono avere il diametro corretto ma non rispettare la posizione rispetto al datum
- Concentricità e rotondità: deviazioni possono causare vibrazioni o usura prematura
- Planarità: superfici critiche visivamente accettabili ma fuori tolleranza di planarità
- Profilo: contorni complessi possono deviare dalla geometria prevista, compromettendo funzionalità e montaggio
Questi problemi non derivano solo dalla lavorazione. Differenze di temperatura tra componente, stanza di misura e strumenti possono influenzare i risultati.
Quali Componenti Richiedono Misurazioni CMM a Temperatura Controllata
Non tutti i componenti necessitano dello stesso livello di controllo. Le misurazioni CMM a temperatura controllata sono essenziali per pezzi con:
- Rotori
- Anelli dentati
- Anelli di cuscinetto
- Componenti di cilindri idraulici
- Alberi di precisione
- Parti lavorate a pareti sottili
Anche piccole variazioni termiche possono influenzare la misurazione e le prestazioni di assemblaggio. Una buona pratica: stabilizzare i pezzi in un ambiente controllato a 22 °C ±1 °C per almeno 24 ore, meglio 48 ore per componenti grandi o ad alta precisione.
Esempio di Misurazione con Variazioni Termiche
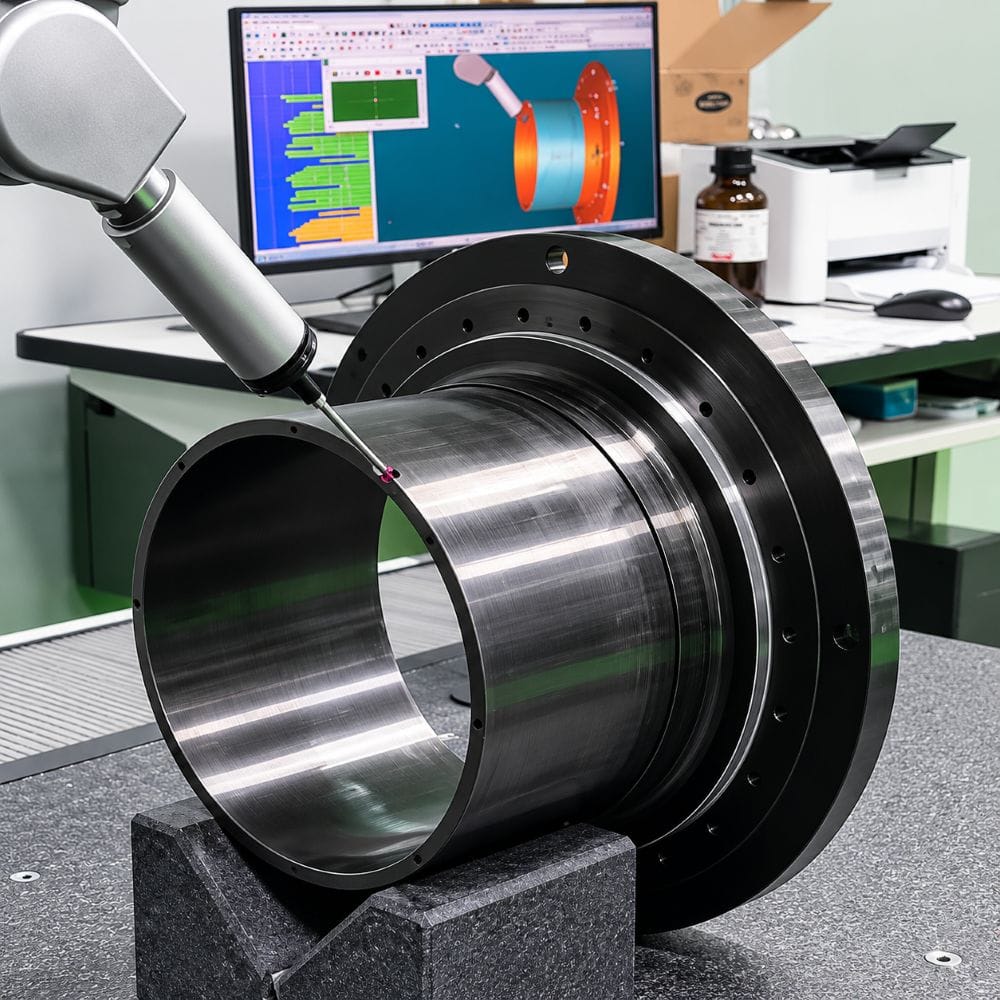
Caso pratico: rotore industriale
- Diametro: 120 mm
- Spessore parete: 5 mm
- Misurazione iniziale: subito dopo lavorazione, temperatura ambiente 28 °C
- Deviazioni rilevate: diametro +0,028 mm, concentricità +0,012 mm, tolleranza GD&T superata del 15–20 %
Dopo 24 ore di stabilizzazione a 22 °C:
- Diametro: 0,001 mm
- Concentricità: 0,003 mm
- Planarità: entro tolleranza
Questo esempio dimostra l’importanza di misurazioni CMM a temperatura controllata. Anche operatori esperti possono ottenere risultati incoerenti se componenti e strumenti non sono termicamente stabilizzati.
Come i Produttori OEM Usano la CMM per il Controllo Qualità
Le ispezioni CMM non servono solo a verificare le dimensioni, ma anche a garantire consistenza tra lotti di produzione.
Vantaggi per OEM:
- Riduzione problemi di assemblaggio
- Miglioramento intercambiabilità
- Verifica requisiti GD&T
- Supporto alla tracciabilità e documentazione
- Riduzione dei reclami di qualità
Molti OEM valutano la capacità di ispezione del fornitore prima di approvare la produzione.
Best Practice per Migliorare la Precisione CMM
Un’ispezione CMM affidabile richiede molto più di una macchina ben calibrata. La precisione delle misurazioni dipende da processi controllati e da procedure operative coerenti. Le principali buone pratiche includono:
- Temperatura stabile dell’ambiente di ispezione – Mantenere la sala metrologica a una temperatura costante riduce gli effetti della dilatazione termica sia sui componenti sia sulla macchina CMM.
- Acclimatazione del componente – Consentire ai pezzi di raggiungere l’equilibrio termico con l’ambiente di misura prima dell’ispezione garantisce che le dimensioni rilevate riflettano le reali condizioni operative.
- Calibrazione periodica della CMM – Programmi regolari di calibrazione e verifica delle sonde mantengono l’accuratezza della macchina e riducono eventuali derive nel tempo.
- Procedure di misura standardizzate – L’utilizzo di percorsi e programmi di misura uniformi migliora la ripetibilità tra operatori diversi e tra differenti turni di lavoro.
- Formazione sull’interpretazione GD&T – Assicurare che gli ispettori comprendano correttamente tolleranze geometriche, datum e requisiti di disegno evita errori di interpretazione delle caratteristiche più complesse.
Nel loro insieme, queste pratiche migliorano la coerenza delle misurazioni, supportano il controllo qualità dei componenti di precisione e riducono il rischio di costose rilavorazioni o problemi di assemblaggio nei progetti OEM.
Come Weforging Garantisce la Precisione delle Ispezioni CMM
In Weforging, la verifica dimensionale viene eseguita in una sala metrologica a temperatura controllata, mantenuta a circa 22°C.
Per i componenti OEM più critici, il nostro processo di controllo comprende:
- Ispezione CMM in ambiente a temperatura controllata
- Controllo GD&T tramite CMM
- Report di First Article Inspection (FAI)
- Rapporti dimensionali CMM completi
- Documentazione qualità completamente tracciabile
In combinazione con forgiatura, trattamento termico, lavorazione CNC e ispezione finale, questo approccio contribuisce a garantire una qualità costante del componente lungo tutto il processo produttivo.
Conclusione
La temperatura svolge un ruolo fondamentale nelle misurazioni CMM. Condizioni di ispezione stabili aiutano a ottenere risultati coerenti, riducono i problemi di qualità e supportano assemblaggi affidabili per componenti di precisione.
Per i progetti OEM, l’utilizzo di ambienti di misura a temperatura controllata è diventato una pratica standard per garantire qualità, conformità e affidabilità del prodotto finale.
Se state cercando un supporto professionale per l’ispezione dimensionale o desiderate valutare componenti in condizioni controllate, il nostro team può fornire consulenza tecnica e una valutazione gratuita dei disegni per verificare che i vostri componenti soddisfino tutte le specifiche richieste.