
How Temperature Affects CMM Inspection Accuracy
CMM inspection is a critical part of precision manufacturing, helping verify whether a component meets dimensional and geometric requirements before assembly. However, even parts that pass inspection can sometimes present dimensional discrepancies during actual use.
One often-overlooked factor is temperature. Temperature changes cause metal components, measuring equipment, and inspection instruments to expand or contract, which can affect measurement results. For rotor cores, gear rings, bearing components, and other tight-tolerance parts, these thermal effects can influence GD&T verification and final assembly performance.
This article explains how temperature affects CMM measurement accuracy, why stable inspection conditions matter, and how temperature-controlled environments support reliable OEM quality control.
What Is CMM Inspection and Why Is It Important?
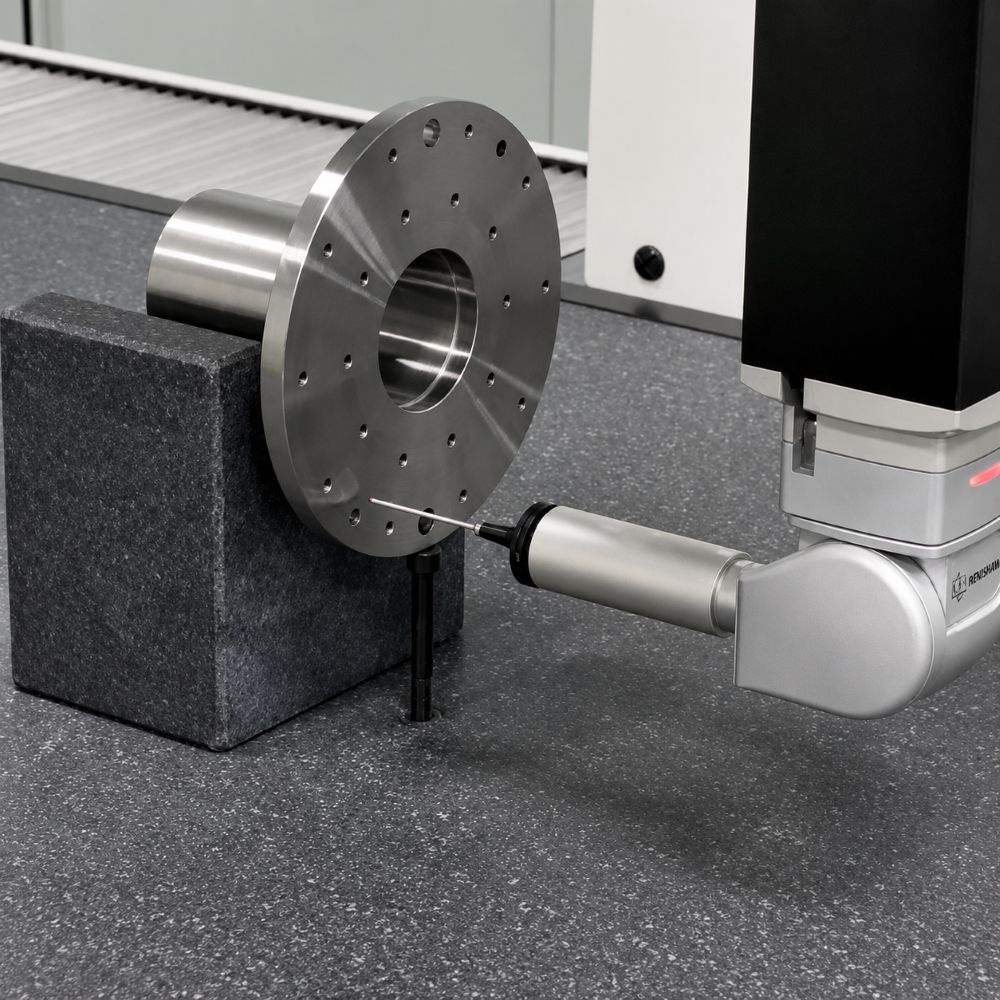
A Coordinate Measuring Machine (CMM) is one of the most widely used inspection tools in modern manufacturing. It measures dimensional features by collecting precise coordinate data from a part’s surface.
CMM inspection is commonly used to verify:
- Diameter and length dimensions
- Hole position accuracy
- Flatness and parallelism
- Concentricity and runout
- Complex GD&T requirements
Compared with manual measurement tools, CMM systems provide significantly higher repeatability and precision. For OEM projects, accurate CMM inspection helps ensure that every component meets drawing requirements before assembly.
How Temperature Changes Part Dimensions
All metallic materials expand when heated and contract when cooled. Although these changes may appear small, they become significant when measuring precision components.
For example, a 500 mm steel component can expand by approximately 0.03 mm when the temperature rises by 5°C. In applications where tolerances are measured in hundredths or even thousandths of a millimeter, this variation can influence inspection results.
The larger the component, the greater the dimensional change.
This becomes especially important for:
- Large gear rings
- Rotor cores
- Bearing rings
- Long shafts
- Thin-wall components
Without proper temperature control, measured dimensions may not accurately represent the part’s true condition.
Why Temperature Matters During CMM Inspection
A CMM measures physical dimensions directly. If either the component or the inspection environment is not thermally stable, measurement results can vary.
Common issues include:
- Different results between morning and afternoon inspections
- Inconsistent measurements between operators
- Deviations between supplier and customer inspections
- Unexpected GD&T failures
To improve CMM measurement accuracy, both the part and the inspection equipment should reach thermal equilibrium before measurement.
Common GD&T Problems Found During CMM Inspection
Many dimensional issues are only identified during GD&T inspection using CMM, particularly on components with tight assembly requirements.
Common findings include:
- Position tolerance errors – Bolt holes may meet diameter requirements but still fail assembly because their locations deviate from the specified datum.
- Concentricity and runout issues – Frequently found in shafts, rotor cores, and rotating components, where even small deviations can lead to vibration or premature wear.
- Flatness variation – Critical sealing surfaces and mounting faces may appear acceptable visually but exceed flatness requirements during inspection.
- Profile inaccuracies – Complex contours can deviate from the intended geometry, affecting fit and functional performance.
In practice, these problems are not always caused by machining alone. Temperature differences between the part, the inspection room, and the measuring equipment can influence results, especially when tolerances are measured in microns. This is why stable inspection conditions are essential for reliable GD&T evaluation.
Which Parts Need Temperature-Controlled CMM Inspection?
Not every component requires the same level of inspection control. Temperature-controlled CMM inspection is particularly important for parts with tight tolerances, complex geometries, or critical assembly requirements, such as:
- Rotor cores
- Gear rings
- Bearing components
- Hydraulic cylinder parts
- High-precision shafts
- Thin-wall machined parts
These components are often evaluated based on position, concentricity, runout, flatness, and other GD&T requirements. Even small temperature-related dimensional changes can affect inspection results and assembly performance.
For critical measurements, parts should not be inspected immediately after machining. A common practice is to allow components to stabilize in a 22°C ±1°C controlled environment for at least 24 hours, while 48 hours is preferred for larger or high-precision parts to ensure thermal equilibrium before inspection.
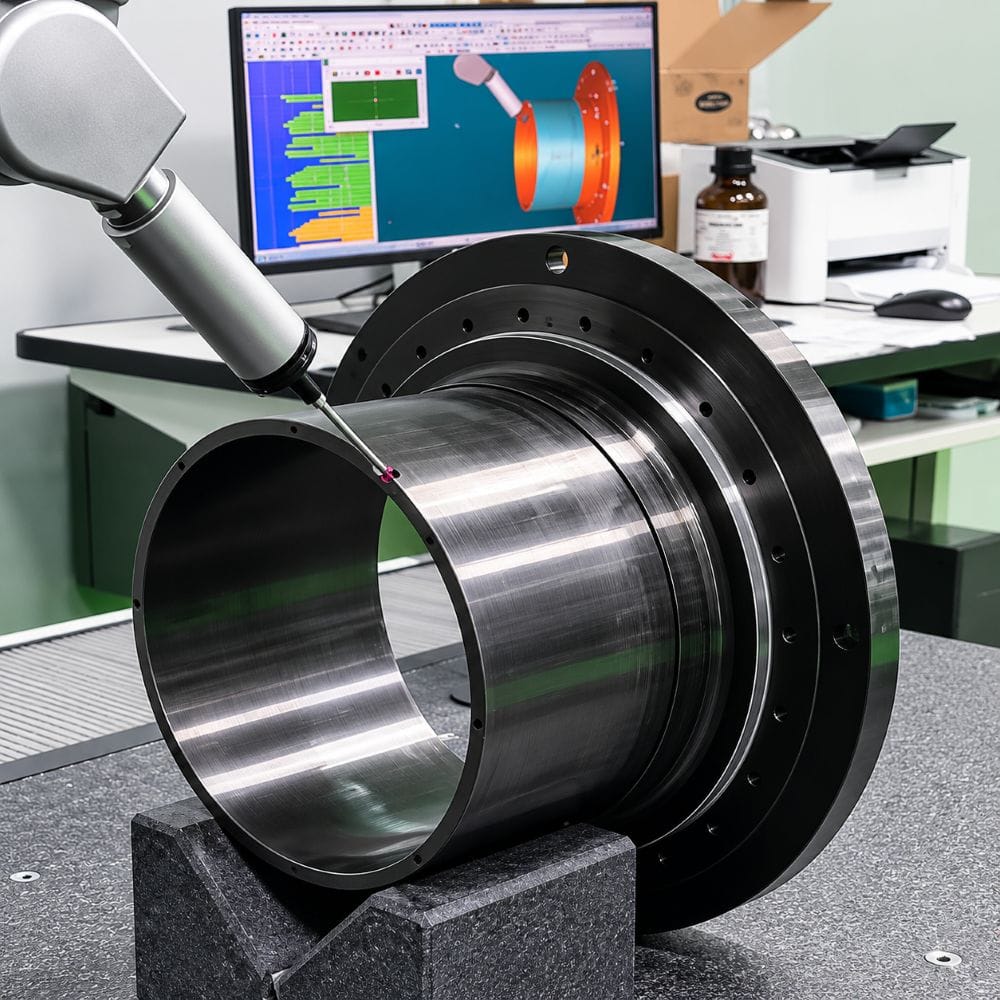
A Real Example of Temperature-Related Measurement Variation
In precision manufacturing, even small temperature changes can cause measurable dimensional variations. Consider a rotor core used in industrial equipment:
- Diameter: 120 mm
- Wall thickness: 5 mm
- Initial inspection: Immediately after machining, at 28°C room temperature
- Measured deviation: Diameter +0.028 mm, concentricity +0.012 mm, exceeding GD&T tolerance by ~15–20%
After allowing the part to stabilize for 24 hours in a 22°C inspection environment, the measurements were repeated:
- Diameter: 001 mm
- Concentricity: 003 mm
- Flatness: within tolerance
The results clearly show that thermal expansion caused the initial deviations. This example demonstrates the critical importance of temperature-controlled CMM inspection. Even experienced operators can obtain inconsistent results if parts and equipment are not thermally stabilized. Implementing a controlled environment ensures CMM measurement accuracy, supports reliable assembly, and prevents costly rework in OEM projects.
How OEM Manufacturers Use CMM Inspection for Quality Control
For OEM projects, inspection is not only about verifying dimensions. It is also about controlling production consistency across batches.
Reliable OEM CMM inspection helps manufacturers:
- Reduce assembly problems
- Improve interchangeability
- Verify GD&T requirements
- Support traceability documentation
- Reduce quality claims
As a result, many OEM customers evaluate a supplier’s inspection capability before approving production.
Best Practices for Improving CMM Measurement Accuracy
Reliable CMM inspection requires more than just well-calibrated equipment; it depends on controlled processes and consistent operator practices. Key measures include:
- Stable inspection temperature – Maintaining the room at a consistent temperature minimizes thermal expansion effects on both parts and CMM equipment.
- Part acclimation – Allowing components to reach ambient room temperature before measurement ensures dimensions reflect actual operating conditions.
- Regular CMM calibration – Scheduled calibration maintains probe accuracy and reduces measurement drift over time.
- Consistent measurement programs – Using standardized measurement paths and routines improves repeatability between operators and shifts.
- GD&T interpretation training – Ensuring inspectors understand geometric tolerances and datum relationships avoids misinterpretation of complex features.
Together, these practices enhance measurement consistency, support precision part quality control, and reduce the risk of costly rework or assembly issues in OEM projects.
How Weforging Controls CMM Inspection Accuracy
At Weforging, dimensional verification is performed in a dedicated temperature-controlled inspection environment maintained at approximately 22°C.
For critical OEM projects, our inspection process includes:
- Temperature controlled CMM inspection
- GD&T inspection using CMM
- First article inspection reports
- CMM dimensional reports
- Traceable quality documentation
Combined with forging, heat treatment, CNC machining, and final inspection, this approach helps ensure consistent part quality throughout the manufacturing process.
Conclusion
Temperature plays a critical role in CMM inspection. Stable inspection conditions help ensure consistent measurement results, reduce quality issues, and support reliable assembly for precision components. For OEM projects, using temperature-controlled inspection environments has become a standard practice to maintain quality and compliance.
If you are looking for reliable inspection support or want to evaluate parts under controlled conditions, our team can provide professional guidance and free drawing evaluations to ensure your components meet specifications.