
Wie Temperatur die Genauigkeit der CMM-Messung beeinflusst
CMM-Messungen sind ein entscheidender Bestandteil der Präzisionsfertigung und helfen dabei, sicherzustellen, dass Bauteile den dimensionalen und geometrischen Anforderungen vor der Montage entsprechen. Selbst Bauteile, die die Messung bestehen, können bei der Nutzung Abweichungen aufweisen. Ein oft übersehener Faktor ist die Temperatur: Änderungen der Temperatur können Metallkomponenten, Messgeräte und Prüfgeräte dazu bringen, sich auszudehnen oder zusammenzuziehen, was die Messresultate beeinflusst. Besonders kritisch ist dies bei Rotorwellen, Zahnringen, Lagerringen und anderen Bauteilen mit engen Toleranzen.
In diesem Artikel wird erläutert, wie Temperatur die CMM-Messgenauigkeit beeinflusst, warum stabile Messbedingungen wichtig sind und wie temperaturkontrollierte Umgebungen zuverlässige Qualitätssicherung in OEM-Projekten unterstützen.
Was ist eine CMM-Messung und warum ist sie wichtig?
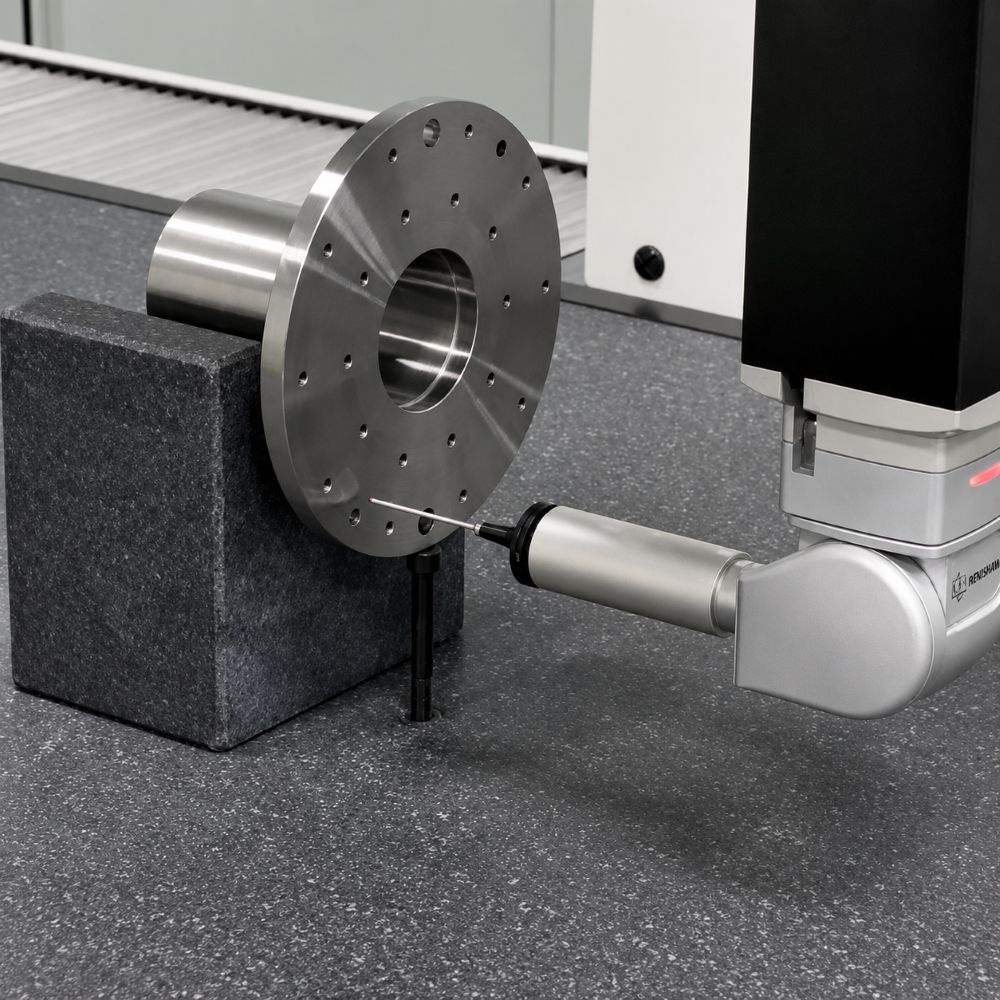
Eine Koordinatenmessmaschine (CMM) ist eines der am weitesten verbreiteten Messmittel in der modernen Fertigung. Sie erfasst präzise Koordinatendaten von der Oberfläche eines Bauteils, um dimensionale Merkmale zu überprüfen.
Typische Messaufgaben einer CMM umfassen:
- Durchmesser- und Längenmessungen
- Position von Bohrungen
- Ebenheit und Parallelität
- Rundheit und Konzentrizität
- Komplexe GD&T-Anforderungen
Im Vergleich zu manuellen Messmethoden bieten CMM-Systeme eine deutlich höhere Wiederholgenauigkeit und Präzision. Für OEM-Projekte stellen sie sicher, dass jedes Bauteil vor der Montage den Zeichnungsvorgaben entspricht.
Wie Temperatur die Bauteildimensionen verändert
Alle metallischen Materialien dehnen sich bei Erwärmung aus und ziehen sich beim Abkühlen zusammen. Auch kleine Änderungen können die Messung von Präzisionskomponenten beeinflussen.
Beispiel: Ein 500 mm langes Stahlbauteil kann sich bei einer Temperaturerhöhung von 5 °C um etwa 0,03 mm ausdehnen. Bei Toleranzen im Hundertstel- oder Tausendstel-Millimeter-Bereich kann dies signifikante Messabweichungen verursachen.
Je größer das Bauteil, desto größer ist die dimensionale Veränderung. Besonders relevant für:
- Große Zahnringe
- Rotorwellen
- Lagerringe
- Lange Wellen
- Dünnwandige Bauteile
Ohne Temperaturkontrolle spiegeln die gemessenen Werte möglicherweise nicht den tatsächlichen Zustand des Bauteils wider.
Warum Temperatur während der CMM-Messung wichtig ist
Die CMM misst physikalische Dimensionen direkt. Wenn das Bauteil oder die Messumgebung nicht thermisch stabil sind, können die Ergebnisse variieren.
Häufige Probleme:
- Unterschiedliche Ergebnisse bei Messungen am Morgen und am Nachmittag
- Inkonsistente Messwerte zwischen verschiedenen Bedienern
- Abweichungen zwischen Lieferanten- und Kundenmessungen
- Unerwartete GD&T-Fehler
Um die CMM-Messgenauigkeit zu verbessern, sollten sowohl Bauteil als auch Messgerät vor der Messung thermisches Gleichgewicht erreichen.
Typische GD&T-Probleme während der CMM-Messung
Viele dimensionale Probleme werden nur durch CMM-GD&T-Prüfungen erkannt, insbesondere bei Bauteilen mit engen Montageanforderungen:
- Positionsabweichungen – Bohrungen erfüllen die Durchmesseranforderungen, erfüllen aber die Montage nicht, wenn die Lage vom definierten Bezug abweicht
- Konzentrizitäts- und Rundheitsabweichungen – Häufig bei Wellen, Rotorwellen oder rotierenden Bauteilen, kleine Abweichungen können Vibration oder vorzeitigen Verschleiß verursachen
- Ebenheitsabweichungen – Dichtflächen sehen visuell korrekt aus, überschreiten jedoch die Ebenheitstoleranz
- Profilabweichungen – Komplexe Konturen weichen von der vorgesehenen Geometrie ab, beeinträchtigen Funktion und Passung
Diese Probleme entstehen nicht ausschließlich durch die Bearbeitung. Temperaturunterschiede zwischen Bauteil, Messraum und Messgerät können die Ergebnisse beeinflussen, insbesondere bei Mikrometer-Toleranzen.
Welche Bauteile benötigen temperaturkontrollierte CMM-Messungen?
Nicht jedes Bauteil erfordert die gleiche Inspektionskontrolle. Temperaturkontrollierte CMM-Messungen sind besonders wichtig für Bauteile mit engen Toleranzen, komplexer Geometrie oder kritischen Montageanforderungen:
- Rotorwellen
- Zahnringe
- Lagerringe
- Hydraulikzylinderkomponenten
- Präzisionswellen
- Dünnwandige bearbeitete Teile
Diese Bauteile werden anhand von Position, Konzentrizität, Rundheit, Ebenheit und anderen GD&T-Anforderungen bewertet. Selbst kleine temperaturbedingte Dimensionstoleranzen können Messungen und Montage beeinflussen.
Eine gängige Praxis: Bauteile in einer 22 °C ±1 °C kontrollierten Umgebung mindestens 24 Stunden stabilisieren, idealerweise 48 Stunden für größere oder hochpräzise Bauteile.
Ein Beispiel für temperaturbedingte Messabweichungen
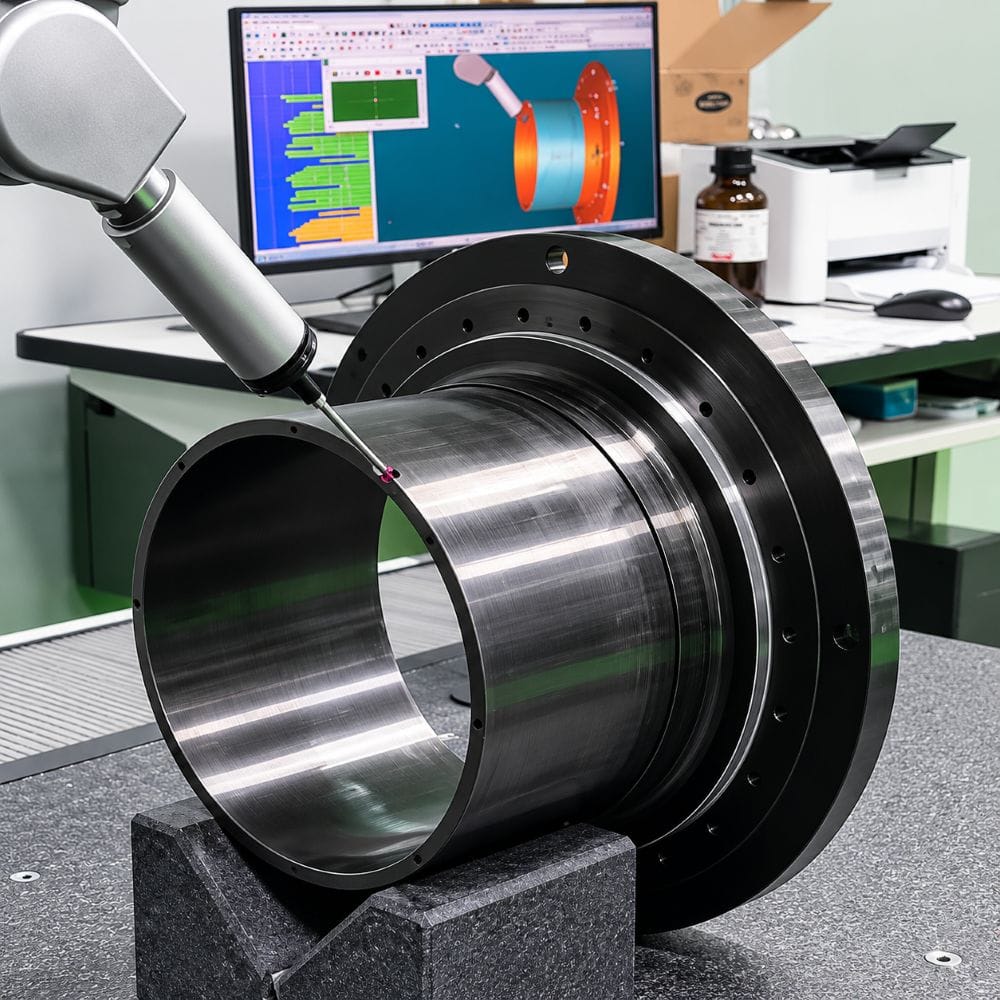
In der Präzisionsfertigung können bereits geringe Temperaturschwankungen messbare Maßabweichungen verursachen. Betrachten wir einen Rotorkern für industrielle Anwendungen als Beispiel:
- Durchmesser: 120 mm
- Wandstärke: 5 mm
- Erstprüfung: Unmittelbar nach der Bearbeitung bei einer Raumtemperatur von 28 °C
- Gemessene Abweichung: Durchmesser +0,028 mm, Konzentrizität +0,012 mm – Überschreitung der GD&T-Toleranz um etwa 15–20 %
Nach einer Stabilisierung des Bauteils für 24 Stunden in einer temperaturkontrollierten Prüfungsumgebung bei 22 °C wurde die Messung erneut durchgeführt:
- Durchmesser: 0,001 mm Abweichung
- Konzentrizität: 0,003 mm Abweichung
- Ebenheit: Innerhalb der Toleranz
Die Ergebnisse zeigen deutlich, dass die anfänglichen Abweichungen durch thermische Ausdehnung verursacht wurden. Dieses Beispiel verdeutlicht die entscheidende Bedeutung einer temperaturkontrollierten CMM-Messung. Selbst erfahrene Messtechniker können inkonsistente Ergebnisse erhalten, wenn Bauteile und Messsysteme vor der Prüfung nicht ausreichend thermisch stabilisiert wurden.
Durch den Einsatz einer kontrollierten Messumgebung lassen sich eine hohe Messgenauigkeit der CMM, zuverlässige Montageergebnisse sowie die Vermeidung kostspieliger Nacharbeiten in OEM-Projekten sicherstellen.
Wie OEM-Hersteller CMM für Qualitätssicherung nutzen
CMM-Messungen dienen nicht nur der Dimensionierung. Sie unterstützen auch die Produktionskonsistenz über mehrere Chargen hinweg.
Vorteile für OEM:
- Reduzierung von Montageproblemen
- Verbesserung der Austauschbarkeit
- Überprüfung von GD&T-Anforderungen
- Unterstützung von Rückverfolgbarkeit und Dokumentation
- Reduzierung von Qualitätsreklamationen
Viele OEM bewerten daher die Inspektionsfähigkeit eines Lieferanten, bevor sie die Produktion freigeben.
Best Practices zur Verbesserung der CMM-Messgenauigkeit
Zuverlässige CMM-Messungen erfordern mehr als kalibrierte Geräte:
- Stabile Inspektionstemperatur – gleichmäßige Raumtemperatur minimiert thermische Effekte
- Bauteilstabilisierung – Komponenten auf Raumtemperatur bringen vor der Messung
- Regelmäßige CMM-Kalibrierung – geplante Sondenprüfung reduziert Messabweichungen über die Zeit
- Standardisierte Messroutinen – erhöhen Wiederholbarkeit zwischen Bedienern und Schichten
- GD&T-Schulung – Bediener verstehen Toleranzen und Bezugsflächen, vermeiden Fehlinterpretationen
Diese Maßnahmen sichern Messkonsistenz, präzise Bauteilqualität und reduzieren das Risiko von Nacharbeit oder Fehlern in OEM-Projekten.
Wie Weforging die CMM-Messgenauigkeit kontrolliert
Bei Weforging wird die dimensionale Überprüfung in einem dedizierten temperaturkontrollierten Messraum (~22 °C) durchgeführt.
Für kritische OEM-Bauteile umfasst der Prozess:
- Temperaturkontrollierte CMM-Messung
- GD&T-Prüfung mit CMM
- Erstmessberichte
- CMM-Dokumentation
- Rückverfolgbare Qualitätsunterlagen
In Kombination mit Schmieden, Wärmebehandlung, CNC-Bearbeitung und Endkontrolle stellt dies eine konsistente Bauteilqualität im gesamten Fertigungsprozess sicher.
Fazit
Die Temperatur spielt eine entscheidende Rolle bei der CMM-Messung. Stabile Messbedingungen führen zu konsistenten Ergebnissen, reduzieren Qualitätsprobleme und unterstützen zuverlässige Montage. Für OEM-Projekte ist der Einsatz temperaturkontrollierter Messumgebungen inzwischen Standard, um Genauigkeit und Konformität zu gewährleisten.
Bei Bedarf an zuverlässiger Inspektion oder professioneller Bewertung Ihrer Bauteile unter kontrollierten Bedingungen bietet unser Team technische Beratung und kostenlose Zeichnungsbewertungen an, um sicherzustellen, dass Ihre Bauteile den Spezifikationen entsprechen.