
Schmiedeprüfung: Wie Sie die Qualität vor der Auslieferung sicherstellen
In der industriellen Fertigung ist die Schmiedeprüfung (Forging Inspection) entscheidend, um Zuverlässigkeit und langfristige Leistungsfähigkeit sicherzustellen. Bauteile können zwar grundlegende Prüfungen bestehen, aber unter realen Einsatzbedingungen dennoch versagen.
Für OEM-Einkäufer und Ingenieure ist die Überprüfung der Schmiedequalität vor der Auslieferung ein zentraler Schritt zur Risikominimierung. Ein strukturierter Prüfprozess hilft dabei, versteckte Fehler frühzeitig zu erkennen und eine stabile Performance über verschiedene Chargen hinweg sicherzustellen.
Dieser Artikel erklärt, wie Schmiedeprüfung funktioniert, welche Methoden eingesetzt werden und wie Sie die Prüfkompetenz eines Lieferanten bewerten können.

Warum Schmiedeprüfung für OEM-Einkäufer entscheidend ist
Viele Schmiedeteile wirken oberflächlich einwandfrei, können jedoch im Betrieb versagen. Der Grund liegt häufig in inneren Fehlern oder Prozessinkonsistenzen, die visuell nicht erkennbar sind.
Gerade in anspruchsvollen Anwendungen wie Bau- und Bergbaumaschinen oder hydraulischen Systemen sind diese Risiken besonders kritisch.
Unzureichende Schmiedeprüfung führt typischerweise zu:
- Frühzeitigem Bauteilversagen und verkürzter Lebensdauer
- Erhöhten Wartungs- und Garantieaufwänden
- Produktionsverzögerungen durch instabile Chargenqualität
In der Praxis geht es bei der Schmiedeprüfung nicht nur um Normerfüllung, sondern vor allem um Konsistenz und Risikoreduzierung über den gesamten Lebenszyklus hinweg.
Typische Schmiedefehler, die erkannt werden müssen
Eine effektive Schmiedeprüfung beginnt mit dem Verständnis der häufigsten Fehler, die Festigkeit und Zuverlässigkeit von Bauteilen beeinflussen.
Typische Schmiedefehler sind:
- Risse (Cracks) – verursacht durch falsche Temperaturführung oder zu hohe Spannungen
- Falten (Laps) – entstehen durch Materialüberlappung während der Umformung
- Einschlüsse (Inclusions) – Verunreinigungen, die die Materialfestigkeit verringern
- Porosität (Porosity) – innere Hohlräume, die die Dichte und Tragfähigkeit beeinträchtigen
Werden diese Fehler nicht frühzeitig erkannt, kann es im Einsatz zu Ausfällen kommen. Weitere Details finden Sie in unserem Leitfaden zu Schmiedefehlern.
In der Praxis hängt die Fehlererkennung von geeigneten Prüfverfahren für Schmiedeteile ab, wie beispielsweise UT oder MT. Eine zuverlässige Prüfung sollte insbesondere bei sicherheitskritischen Komponenten stets Priorität haben.
Prüfverfahren für Schmiedeteile: UT vs. MT vs. RT
Nach der Identifikation typischer Fehler ist der nächste Schritt die Auswahl geeigneter Prüfmethoden.
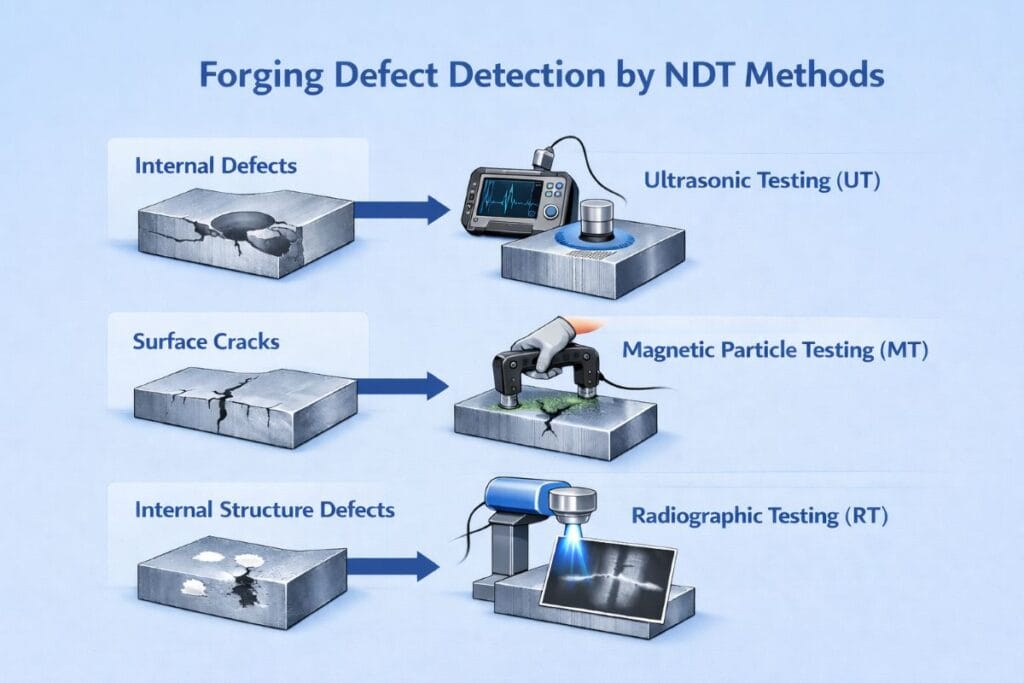
Die gängigsten zerstörungsfreien Prüfverfahren (NDT) sind:
- Ultraschallprüfung (UT) – für innere Fehler
- Magnetpulverprüfung (MT) – für Oberflächenrisse
- Radiographieprüfung (RT) – für innere Struktur und Porosität
Jede Methode ist auf bestimmte Fehlertypen spezialisiert. In der Praxis werden sie häufig kombiniert, um eine umfassende Qualitätsbewertung zu erreichen.
Ultraschallprüfung (UT): Innere Fehler
Die Ultraschallprüfung wird hauptsächlich eingesetzt, um innere Fehler wie Risse, Einschlüsse und Diskontinuitäten zu erkennen.
Vorteile:
- Hohe Eindringtiefe und Sensitivität
- Geeignet für dickwandige oder sicherheitskritische Bauteile
- Effektiv zur Bewertung der inneren Integrität
Einschränkungen:
- Erfordert erfahrene Bediener
- Weniger geeignet für Oberflächenfehler
Magnetpulverprüfung (MT): Oberflächenrisse
Die Magnetpulverprüfung dient zur Erkennung von Oberflächen- und oberflächennahen Rissen in ferromagnetischen Materialien.
Vorteile:
- Schnell und kosteneffizient
- Hohe Empfindlichkeit für Oberflächenfehler
- Ideal nach der mechanischen Bearbeitung
Einschränkungen:
- Nur für magnetisierbare Werkstoffe geeignet
- Keine Detektion innerer Fehler
Radiographieprüfung (RT): Innere Struktur
Die Radiographieprüfung verwendet Röntgenstrahlen zur Visualisierung der inneren Struktur von Schmiedeteilen.
Vorteile:
- Detaillierte Darstellung interner Defekte
- Besonders effektiv bei Porosität
- Geeignet für komplexe Geometrien
Einschränkungen:
- Höhere Kosten
- Strenge Sicherheitsanforderungen
UT vs MT vs RT: How to Choose
Jede Prüfmethode in der Schmiedeprüfung ist auf bestimmte Fehlerarten ausgelegt:
- UT → innere Fehler
- MT → Oberflächenrisse
- RT → innere Struktur und Porosität
In der Praxis werden diese Verfahren häufig kombiniert, abhängig von den jeweiligen Anwendungsanforderungen.
Die folgende Tabelle zeigt den Vergleich von UT, MT und RT in der Schmiedeprüfung:
| Methode | Erkennt | Am besten geeignet für | Einschränkungen | Typischer Einsatz |
|---|---|---|---|---|
| UT | Innere Fehler | Dickwandige Bereiche, sicherheitskritische Bauteile | Erfordert qualifiziertes Fachpersonal | Innenprüfung |
| MT | Oberflächenrisse | Ferromagnetische Werkstoffe | Kann keine inneren Fehler erkennen | Prüfung nach der Bearbeitung |
| RT | Innere Struktur, Porosität | Komplexe Bauteile | Höhere Kosten, erhöhte Sicherheitsanforderungen | Strukturprüfung |
In den meisten Fällen wird UT für die Innenprüfung eingesetzt, während MT nach der mechanischen Bearbeitung zur Erkennung von Oberflächenrissen verwendet wird. RT kommt zum Einsatz, wenn eine detaillierte Überprüfung der inneren Struktur erforderlich ist.
Die richtige Kombination dieser Prüfmethoden stellt sicher, dass die Qualität vor der Auslieferung zuverlässig gewährleistet wird – insbesondere bei sicherheitskritischen Komponenten.
Schmiedeprüfung vor der Auslieferung: Wichtige Prüfpunkte
Vor der Auslieferung sollte die Schmiedeprüfung einer klaren Checkliste folgen:
- Materialzertifizierung – chemische Zusammensetzung und Rückverfolgbarkeit
- Maßprüfung – Toleranzen und Geometrie
- Wärmebehandlungsprüfung – Härte und mechanische Eigenschaften
- NDT-Ergebnisse – Nachweis der Fehlerfreiheit
- Oberflächenzustand – Sichtprüfung auf Risse und Verformungen
Ein systematischer Prüfprozess reduziert das Risiko nachgelagerter Probleme erheblich.
Normen und Anforderungen in der Schmiedeprüfung
Die Schmiedeprüfung basiert üblicherweise auf internationalen Standards wie:
- ASTM
- EN / DIN
- ISO
Diese definieren Prüfmethoden und Akzeptanzkriterien.
Allerdings garantieren Normen allein keine Qualität. Entscheidend sind:
- Prozesskontrolle
- Dokumentation
- Konsistente Umsetzung
In OEM-Projekten sind oft zusätzliche Anforderungen wie NDT-Prüfungen und vollständige Rückverfolgbarkeit erforderlich.
Qualitätssicherung von Rohmaterial bis Endprüfung
Schmiedeprüfung ist Teil eines umfassenden Qualitätssystems.
Typische Prozessschritte:
- Rohmaterialprüfung
- Prozesskontrolle während des Schmiedens
- Überprüfung der Wärmebehandlung
- Prüfung nach der Bearbeitung
- Endprüfung vor der Auslieferung
Ein integrierter Ansatz sorgt für stabile Qualität und reduzierte Streuung.
Wie bewertet man die Prüfkompetenz eines Lieferanten?
Für OEM-Einkäufer ist die Bewertung der Prüfkompetenz entscheidend.
Wichtige Kriterien:
- Vollständiger Prüfprozess
- Verfügbarkeit detaillierter Prüfberichte
- Lückenlose Rückverfolgbarkeit
- Unterstützung von Drittprüfungen
Ein zuverlässiges Prüfsystem ist ein klarer Indikator für einen leistungsfähigen Lieferanten.
Inhalt eines Schmiedeprüfberichts
Ein vollständiger Prüfbericht sollte enthalten:
- Materialzertifikate – chemische und mechanische Eigenschaften
- Maßprüfungen – kritische Dimensionen
- NDT-Ergebnisse – UT, MT oder RT
- Wärmebehandlungsdaten – Härte und Prozessparameter
Für kritische Anwendungen können zusätzlich erforderlich sein:
- Chargenkennzeichnung
- Prüfstandards
- Drittanbieter-Zertifizierung
Ein klar strukturierter Bericht verbessert die Kommunikation und beschleunigt die Freigabeprozesse.
Wie Weforging zuverlässige Schmiedeprüfung sicherstellt
Bei Weforging ist die Schmiedeprüfung in den gesamten Produktionsprozess integriert. Vom Rohmaterial bis zur Auslieferung wird jeder Schritt kontrolliert und rückverfolgbar dokumentiert, um eine stabile Qualität sicherzustellen.
Unsere Qualitätssicherung für Schmiedeteile umfasst vollständige Prüfungen über alle Fertigungsstufen hinweg und gewährleistet konsistente Ergebnisse über verschiedene Chargen.
Unser Prüfsystem konzentriert sich auf:
✔ Lückenlose Rückverfolgbarkeit – Chargenkennzeichnung und Produktionsdokumentation für jedes Bauteil
✔ Prozessbegleitende Prüfung – Kontrolle während Schmieden, Wärmebehandlung und Bearbeitung
✔ NDT-Kompetenz – Einsatz von UT und MT entsprechend den Bauteilanforderungen
✔ Chargenkonsistenz – stabile Qualität über unterschiedliche Produktionslose hinweg
✔ Klare Prüfberichte – einfache Nachvollziehbarkeit und Freigabe für OEM-Kunden
Dieser Ansatz ermöglicht es Kunden, die Qualität von Schmiedeteilen zuverlässig zu bewerten und langfristige Risiken zu reduzieren.

Fazit
Die Schmiedeprüfung ist ein entscheidender Faktor für Zuverlässigkeit, Konsistenz und langfristige Leistungsfähigkeit.
Für OEM-Einkäufer bedeutet eine strukturierte Prüfung:
- Geringeres Risiko
- Höhere Produktstabilität
- Weniger Ausfälle im Feld
Eine zuverlässige Qualitätssicherung basiert nicht nur auf Normen, sondern auf konsequenter Prozesskontrolle und Prüfkompetenz.
Wenn Sie Ihre technischen Anforderungen teilen, unterstützen wir Sie gerne bei der Bewertung geeigneter Lösungen.
Antwortzeit in der Regel: innerhalb von 24 Stunden.