
Schmiedetemperatur von Stahl: Diagramm, Bereiche und Prozessleitfaden
Die Schmiedetemperatur beschreibt das thermische Fenster, in dem Metall ausreichend plastisch wird, um sich ohne Rissbildung verformen zu lassen und gleichzeitig seine innere Struktur zu erhalten. Sie zählt zu den kritischsten Prozessparametern im Schmieden, da sie Kornfluss, mechanische Festigkeit, Ermüdungsbeständigkeit und Langzeitzuverlässigkeit direkt beeinflusst.
Für Ingenieure und Einkäufer ist das Verständnis der richtigen Schmiedetemperatur keine theoretische Frage. Sie bestimmt Produktlebensdauer, Ausfallrisiko, Bearbeitbarkeit und die gesamten Lebenszykluskosten. Dieser Leitfaden erklärt Temperaturbereiche, Materialunterschiede, Diagramme und professionelle Temperaturkontrollmethoden im industriellen Schmieden.
Was ist die Schmiedetemperatur und warum ist sie entscheidend?
Die Schmiedetemperatur ist der kontrollierte Wärmebereich, in dem Metall unter Druck plastisch fließen kann. Unterhalb dieses Bereichs wird Stahl spröde. Oberhalb davon treten Kornschädigung und Oxidation auf.
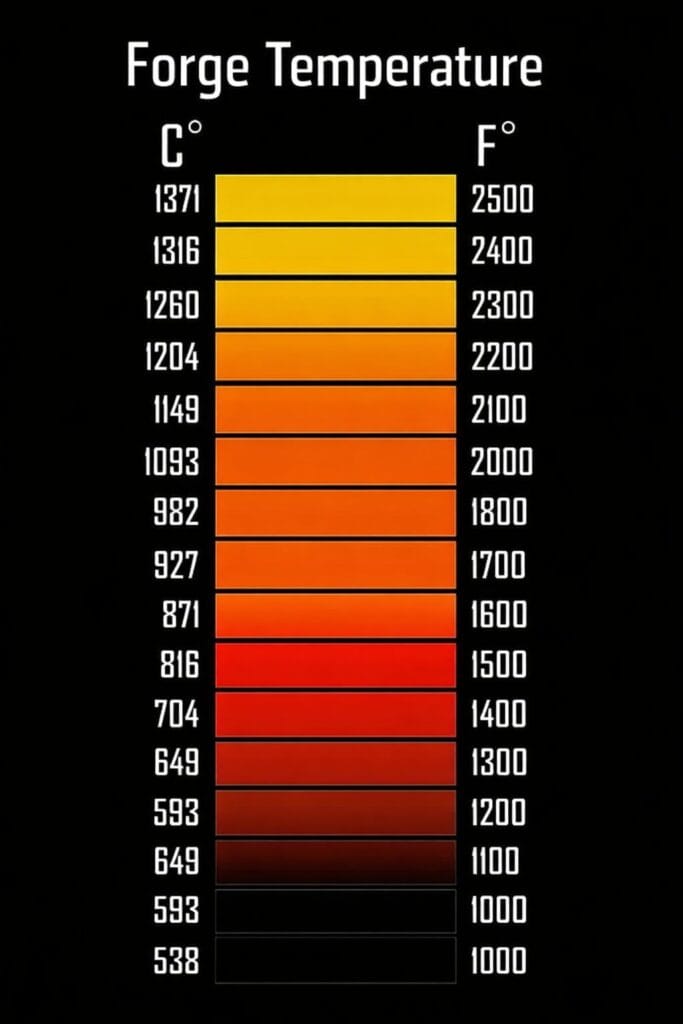
In realen Schmiedebetrieben beurteilen erfahrene Bediener die Temperatur häufig visuell anhand der Glühfarbe des erhitzten Stahls – von dunklem Rot bis leuchtendem Orange und Gelb – als praktische Referenz für die Prozesskontrolle.
Beim Warmumformen rekristallisiert das Metall während der Verformung. Beim Warmschmieden liegt die Temperatur im mittleren Rekristallisationsbereich, während Kaltumformen nahe Raumtemperatur stattfindet.
Die Einhaltung der richtigen Schmiedetemperatur gewährleistet optimale Kornorientierung, innere Dichte und strukturelle Kontinuität – entscheidend für Ermüdungsfestigkeit und Schlagzähigkeit.
Empfohlene Schmiedetemperaturen für Stahl
Verschiedene Stahlgüten besitzen eigene geeignete Schmiedetemperaturfenster. Abweichungen vom empfohlenen Bereich erhöhen das Risiko von Rissen, Kornvergröberung und Oberflächenfehlern erheblich.
| Stahltyp | Anfangsschmiedetemperatur | Endschmiedetemperatur |
|---|---|---|
| Kohlenstoffstahl | 1150–1250 °C | 850–900 °C |
| Legierter Stahl | 1100–1200 °C | 850–950 °C |
| Edelstahl | 1050–1150 °C | ~900 °C |
| Werkzeugstahl | 1000–1150 °C | 850–900 °C |
Die Anfangstemperatur muss hoch genug sein, um plastisches Fließen sicherzustellen. Die Endtemperatur muss über der Rekristallisationsgrenze bleiben, um strukturelle Schäden zu vermeiden.
Temperaturkontrolle beeinflusst nicht nur die Formbarkeit, sondern auch Kornverfeinerung, innere Dichte und langfristige mechanische Eigenschaften.
Schmiedetemperaturdiagramm nach Werkstoff
Die Temperaturanforderungen variieren stark zwischen Metallen aufgrund unterschiedlicher Schmelzpunkte und Kristallstrukturen. Die korrekte Temperaturwahl ist entscheidend für stabile Umformung und gleichbleibende Qualität.
| Material | Schmiedetemperaturbereich |
|---|---|
| Kohlenstoffstahl | 850–1250 °C |
| Edelstahl | 900–1150 °C |
| Aluminiumlegierungen | 350–500 °C |
| Titanlegierungen | 700–950 °C |
| Kupferlegierungen | 700–900 °C |
Aluminiumlegierungen besitzen ein enges Temperaturfenster und erfordern präzise Kontrolle. Titan ist stark oxidationsanfällig und benötigt Schutzbedingungen. Stahl bietet im Vergleich ein breiteres Prozessfenster.
Das Verständnis des Materialverhaltens bei Temperatur verbessert Prozessstabilität und Zuverlässigkeit.
Warmumformen vs. Kaltumformen
Warm- und Kaltumformen verfolgen unterschiedliche technische Ziele. Der zentrale Unterschied liegt darin, ob das Metall über oder nahe seiner Rekristallisationstemperatur geformt wird.
Warmschmieden
Warmschmieden bringt Stahl in einen plastischen Zustand. Hohe Temperaturen senken Umformwiderstand und fördern gerichteten Kornfluss.
Geeignet für:
große Bauteile
dicke Querschnitte
komplexe Geometrien
hochbelastete Komponenten
Vorteile:
geringere Umformkräfte
verbesserte Kornstruktur
hohe strukturelle Integrität
Typische Nachteile:
Zunderbildung
Maßabweichungen
Nachbearbeitung erforderlich
Warmschmieden priorisiert strukturelle Qualität vor Maßpräzision.
Kaltschmieden
Beim Kaltschmieden erfolgt die Umformung ohne nennenswerte Erwärmung. Das Material bleibt hart, weshalb höhere Kräfte notwendig sind.
Geeignet für:
Verbindungselemente
Kleinbauteile
Serienproduktion
enge Toleranzen
Vorteile:
hohe Maßgenauigkeit
glatte Oberflächen
ausgezeichnete Wiederholbarkeit
Typische Nachteile:
begrenzte Umformbarkeit
Rissgefahr
hohe Maschinenbelastung
Kaltschmieden priorisiert Präzision und Effizienz.

Auswahl aus Ingenieur- und Beschaffungssicht
Die Wahl des Verfahrens hängt von den Leistungsanforderungen ab:
Warmschmieden bei hoher struktureller Belastung
Kaltschmieden bei Präzision und Oberflächenqualität
Viele Anwendungen kombinieren beide Verfahren:
Warmschmieden für die Vorform + spanende Endbearbeitung für Präzision
Diese Hybridstrategie verbindet Festigkeit mit Wirtschaftlichkeit.
Was passiert, wenn die Schmiedetemperatur falsch ist?
Eine falsche Schmiedetemperatur führt zu schwerwiegenden Defekten:
Rissbildung durch unzureichende Plastizität
Übermäßige Oxidation und Zunderbildung
Kornvergröberung durch Überhitzung
Entkohlung mit verringerter Oberflächenfestigkeit
Konzentration innerer Spannungen
Diese Defekte verkürzen die Lebensdauer und erhöhen die Ausfallwahrscheinlichkeit. Eine präzise Temperaturkontrolle ist ein grundlegender Faktor der Qualitätssicherung.
Wie die Schmiedetemperatur die Kornstruktur beeinflusst
Die Schmiedetemperatur bestimmt direkt die innere Kornstruktur des Metalls:
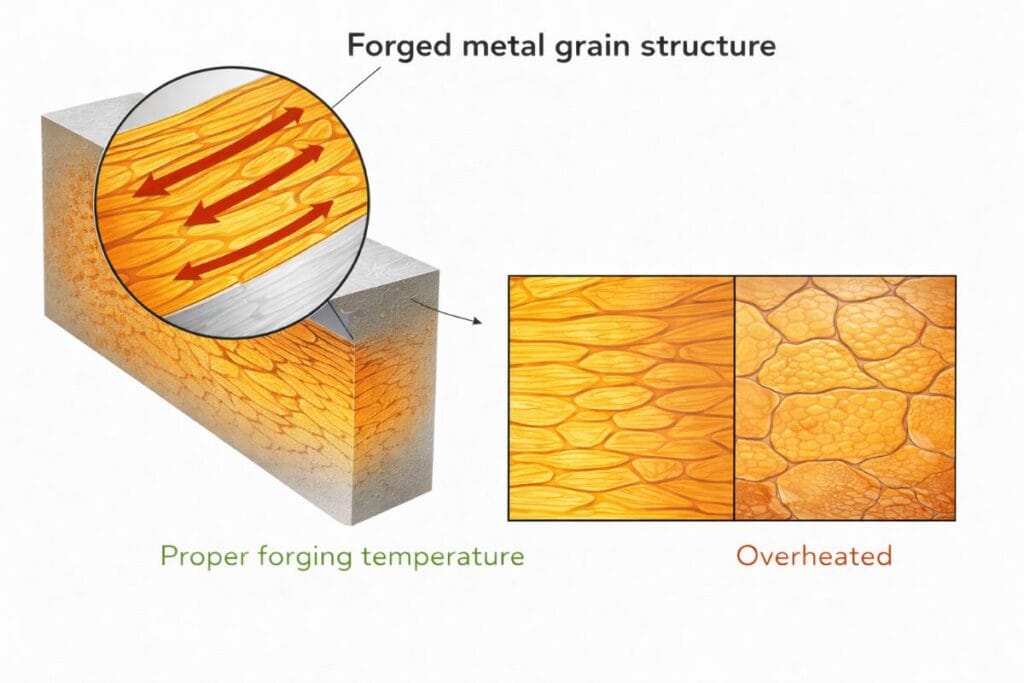
Steuert Korngröße, Orientierung und Flusskontinuität
Die richtige Temperatur erzeugt feinen, gerichteten Kornfluss entlang der Lastpfade
Verbessert Ermüdungsbeständigkeit, Schlagzähigkeit und Rissresistenz
Fördert gleichmäßige Rekristallisation und strukturelle Festigkeit
Überhitzung führt zu Kornvergröberung und Materialschwächung
Schmieden bedeutet nicht nur Formgebung – es ist kontrollierte mikrostrukturelle Werkstofftechnik, die die langfristige Leistungsfähigkeit bestimmt.
Wie professionelle Schmiedebetriebe die Temperatur kontrollieren
Moderne Schmiedeanlagen verwenden:
Computergesteuerte Öfen
Infrarot-Temperaturüberwachung
Echtzeit-Prozessüberwachung
Thermische Dokumentation zur Rückverfolgbarkeit
Kontrollierte Heiz- und Abkühlzyklen
Diese Systeme gewährleisten reproduzierbare mechanische Eigenschaften und eine stabile Produktqualität.
Fazit
Die Schmiedetemperatur ist die Grundlage struktureller Leistungsfähigkeit. Präzise thermische Kontrolle erhält die Kornintegrität, minimiert Fehler und sichert langfristige Zuverlässigkeit. In der industriellen Schmiedetechnik ist Temperatur kein Nebenparameter – sie bestimmt die Prozessstabilität.
Wenn Sie ein Schmiedebauteil entwickeln oder einen Lieferanten bewerten, kann unser Engineering-Team Zeichnungen prüfen, Material- und Temperaturstrategien abstimmen und ein kostenloses technisches Angebot basierend auf Ihren Anforderungen erstellen.