
Schmiedetoleranz: Grenzen, Bearbeitung und Kosten
In der industriellen Fertigung wird die Schmiedetoleranz häufig unterschätzt. Viele gehen davon aus, dass Schmieden ähnliche Genauigkeit wie die Zerspanung erreichen kann. Tatsächlich dient das Schmieden jedoch in erster Linie der effizienten Formgebung und der Verbesserung der mechanischen Eigenschaften durch optimierten Materialfluss, nicht der Endpräzision.
Für Einkäufer und Ingenieure im OEM-Bereich ist es daher entscheidend zu verstehen, wie genau Schmieden tatsächlich ist, wann eine Nachbearbeitung erforderlich wird und wie sich dies auf Kosten und Lieferzeiten auswirkt.
Dieser Artikel erläutert typische Toleranzbereiche, Einflussfaktoren sowie Strategien, um Präzision und Wirtschaftlichkeit optimal auszubalancieren.
Was ist Schmiedetoleranz?
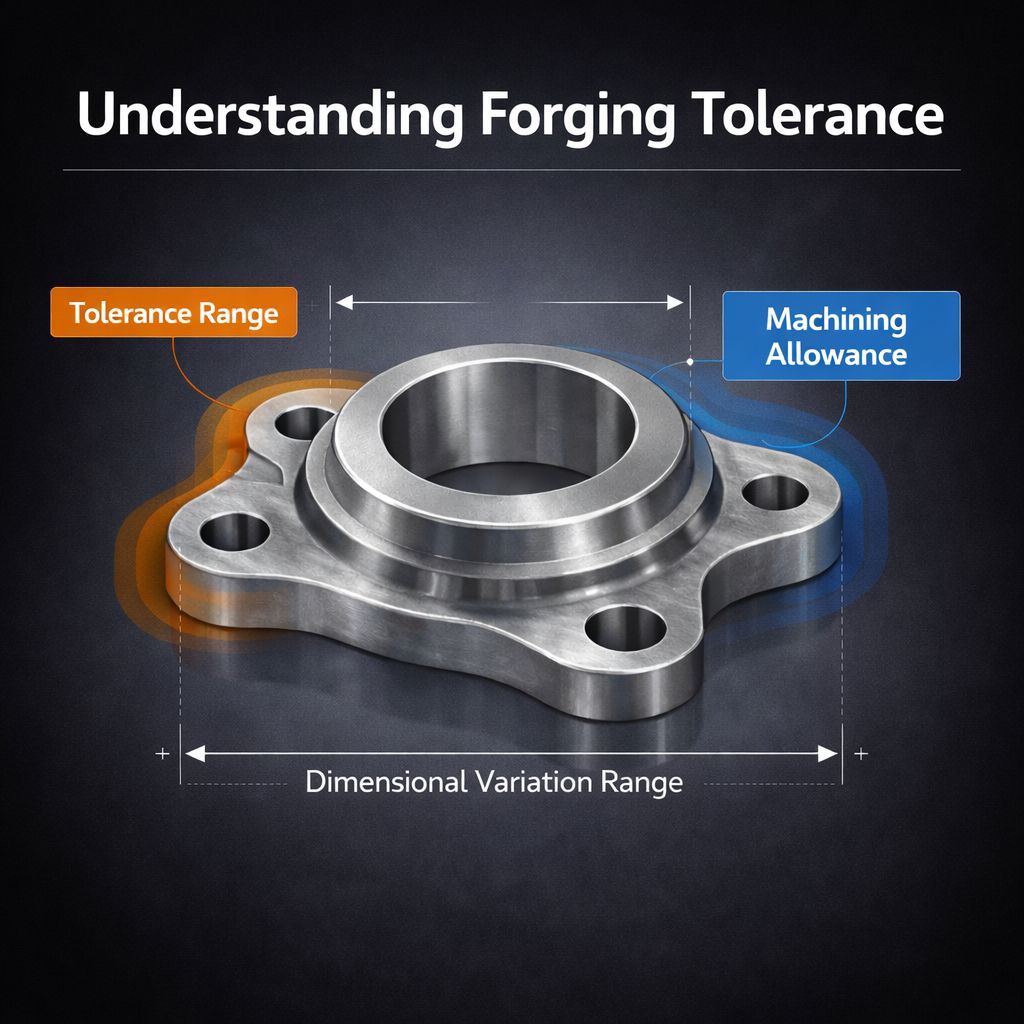
Die Schmiedetoleranz beschreibt die zulässige Maßabweichung eines geschmiedeten Bauteils gegenüber seiner Sollgeometrie. Sie ergibt sich aus den physikalischen und prozessbedingten Eigenschaften des Schmiedens.
Im Gegensatz zur spanenden Bearbeitung, bei der Material gezielt entfernt wird, erfolgt beim Schmieden die Formgebung durch plastische Verformung. Dadurch entstehen naturgemäß größere Maßstreuungen.
Wesentliche Einflussfaktoren:
- Materialfluss – beeinflusst die Umformstabilität
- Werkzeugzustand (Gesenkverschleiß) – wirkt sich direkt auf die Wiederholgenauigkeit aus
- Abkühlung und Schrumpfung – führt zu Maßänderungen
- Prozessstabilität – bestimmt die Reproduzierbarkeit
Ein entscheidender Vorteil des Schmiedens liegt in der kontinuierlichen Faserstruktur, die die Festigkeit deutlich verbessert – jedoch auf Kosten der Maßgenauigkeit.
In der Praxis bestimmt die Schmiedetoleranz maßgeblich den späteren Zerspanungsaufwand und damit die Gesamtkosten.
Arten von Schmiedetoleranzen
In der technischen Praxis lassen sich Schmiedetoleranzen in verschiedene Kategorien einteilen:
1. Maßtoleranzen (Dimensional Tolerance)
Lineare Abweichungen wie Durchmesser, Länge oder Wandstärke.
2. Formtoleranzen (Shape Tolerance)
Abweichungen bei Ebenheit, Rundheit oder Geradheit, verursacht durch Materialfluss und Abkühlverhalten.
3. Lagetoleranzen (Positional Tolerance)
Positionsabweichungen von Bohrungen, Nuten oder Funktionsflächen.
Jede dieser Kategorien wird durch unterschiedliche Faktoren beeinflusst und ist entscheidend für die Festlegung realistischer Bearbeitungszugaben.
Schmiedetoleranzen und typische Genauigkeit
Die erreichbare Genauigkeit hängt stark vom Verfahren, Werkstoff und Bauteilgröße ab.
Typische Toleranzbereiche:
- Freiformschmieden (Open Die): IT15–IT18
- Gesenkschmieden (Closed Die): IT8–IT11
- Warmumformen / Schmieden allgemein: IT13–IT16
Mit zunehmender Bauteilgröße steigen die Abweichungen aufgrund von:
- thermischen Effekten
- Materialflusskomplexität
- Werkzeugbelastung
Im Vergleich zur Zerspanung (IT6–IT7 oder besser) kann Schmieden allein keine hohe Präzision erreichen.
Allerdings ermöglicht es häufig eine Vorform von 70–90 % der Endkontur, wodurch Material und Bearbeitungszeit reduziert werden.
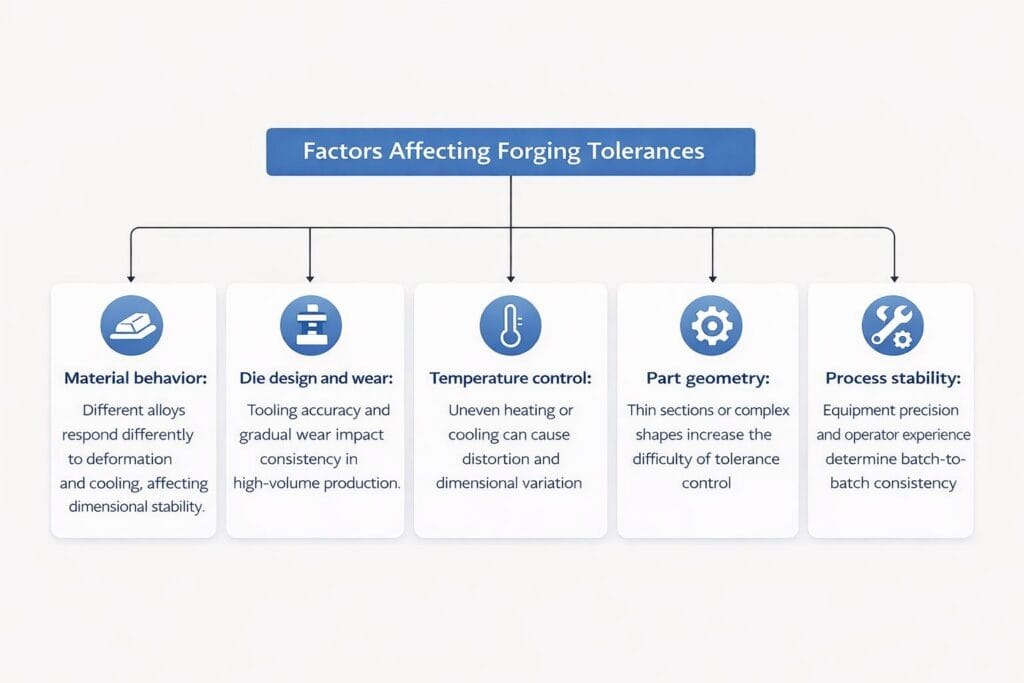
Einflussfaktoren auf Schmiedetoleranzen
Mehrere technische Parameter bestimmen die Maßgenauigkeit:
- Materialverhalten: Unterschiedliche Werkstoffe reagieren unterschiedlich auf Umformung und Abkühlung
- Werkzeugqualität: Präzision und Verschleißzustand der Gesenke
- Temperaturführung: Ungleichmäßiges Erwärmen oder Abkühlen führt zu Verzug
- Bauteilgeometrie: Dünnwandige oder komplexe Formen erhöhen die Streuung
- Prozesskontrolle: Erfahrung und Stabilität im Fertigungsprozess
Eine optimierte Prozessführung reduziert Toleranzen und minimiert den späteren Bearbeitungsaufwand.
Schmiedetoleranz-Tabelle: Typische Werte
| Bauteilgröße | Typische Toleranz | Bearbeitungszugabe |
|---|---|---|
| ≤100 mm | ±0,5–1,5 mm | 1–2 mm |
| 100–500 mm | ±1,5–3 mm | 2–4 mm |
| ≥500 mm | ±3–6 mm | 3–6 mm |
Wichtige Erkenntnisse:
- Größere Bauteile weisen höhere Abweichungen auf
- Höhere Toleranzen erfordern größere Bearbeitungszugaben
- Prozessqualität bestimmt die Konsistenz
Typische Toleranzen nach Merkmal
| Merkmal | Typische Toleranz |
|---|---|
| Ebenheit | 0,3–1 % der Länge |
| Geradheit | 0,5–1 % der Länge |
| Bohrungsposition | ±0,8–1,5 mm |
| Oberflächenrauheit | Ra 6,3–12,5 µm |
Für funktionskritische Bereiche ist in der Regel eine Nachbearbeitung erforderlich.
Warum Schmieden keine Endpräzision erreicht
Schmieden ist nicht für finale Maßhaltigkeit ausgelegt.
Hauptgründe:
- Thermische Ausdehnung während der Umformung
- Werkzeugverschleiß
- Relativ hohe Oberflächenrauheit
Im Gegensatz dazu ermöglicht die Zerspanung eine kontrollierte Materialabtragung und höhere Präzision.
Daher handelt es sich nicht um konkurrierende, sondern komplementäre Prozesse.
Bearbeitungszugabe beim Schmieden
Die Bearbeitungszugabe (Machining Allowance) ist ein zentraler Faktor zur Sicherstellung der Endgenauigkeit.
Sie ermöglicht:
- Ausgleich von Maßabweichungen
- Entfernung von Oberflächenfehlern
- Erreichen enger Toleranzen
Typische Werte liegen zwischen 1–5 mm, abhängig von Größe und Anforderungen.
Mit einer korrekt definierten Zugabe lassen sich Endtoleranzen im Bereich IT6–IT8 erreichen – notwendig für Zahnräder, Wellen und Präzisionsbauteile.
Vergleich: Schmieden vs. Gießen vs. Zerspanen
| Verfahren | Toleranz | Oberfläche | Mechanische Eigenschaften | Kostenstruktur |
|---|---|---|---|---|
| Gießen | IT14–IT18 | Rau | Niedriger, Porositätsrisiko | Niedrig initial |
| Schmieden | IT13–IT16 | Mittel | Sehr hoch (Faserverlauf) | Ausgewogen |
| Zerspanung | IT6–IT8 | Fein | Materialabhängig | Hoch |
Fazit:
- Schmieden bietet optimale Struktur
- Gießen eignet sich für komplexe Geometrien
- Zerspanung liefert höchste Präzision
Die beste Lösung ist meist eine Kombination aus Schmieden und Bearbeitung.
Near-Net-Shape-Schmieden und Toleranzen
Beim Near-Net-Shape-Schmieden werden Bauteile nahe an die Endkontur gebracht.
Vorteile:
- Reduzierter Materialeinsatz
- Weniger Zerspanung
- Kürzere Bearbeitungszeiten
Typischerweise kann die Bearbeitungszugabe um 30–60 % reduziert werden.
Dennoch bleibt eine Nachbearbeitung für präzise Anwendungen erforderlich.
Wie wählt man die richtige Schmiedetoleranz?
Die optimale Toleranz ergibt sich aus dem Gleichgewicht zwischen:
- Funktionsanforderungen
- Kostenstruktur
- Produktionsvolumen
- Fertigbarkeit
Zu enge Toleranzen erhöhen Kosten ohne zusätzlichen Nutzen.
In der Praxis führt die Kombination aus Schmieden und Bearbeitung zum besten Ergebnis.
Fazit
Die Schmiedetoleranz ist ein entscheidender Faktor für Kosten, Qualität und Fertigungsstrategie.
Schmieden bietet hervorragende mechanische Eigenschaften und effiziente Vorformung, während die Zerspanung die notwendige Präzision sicherstellt.
Die optimale Lösung liegt nicht in maximaler Genauigkeit, sondern im richtigen Gleichgewicht zwischen Prozessschritten.
👉 Wenn Sie ein Projekt bewerten oder Ihre Kostenstruktur optimieren möchten, senden Sie uns gerne Ihre Zeichnungen oder Anforderungen. Wir unterstützen Sie mit einer technisch fundierten Lösung.