Caso de Fabricación de Núcleos de Rotor de Precisión
Resumen del Proyecto
| Elemento | Detalles |
|---|---|
| Industria | Robótica y Automatización Industrial |
| Componente | Núcleo de Rotor de Precisión |
| Material | Acero de Bajo Carbono |
| Tratamiento Térmico | Normalizado + Alivio de Tensiones |
| Acabado Superficial | Ra 0,29 μm |
| Inspección | Medición por CMM |
| Tipo de Producción | Fabricación por Lotes |
Descripción General del Proyecto
El desafío de un núcleo de rotor de pared delgada
Los núcleos de rotor utilizados en sistemas de robótica y automatización industrial requieren mucho más que precisión dimensional. El rendimiento magnético estable, la concentricidad, la circularidad y la repetibilidad del proceso son factores fundamentales para garantizar el funcionamiento fiable del motor.
Para este proyecto, el cliente necesitaba una producción por lotes de núcleos de rotor de pared delgada con estrictos requisitos de concentricidad y un acabado superficial interno de Ra 0,8 μm.
Aunque la geometría parecía relativamente sencilla, mantener la estabilidad dimensional durante el mecanizado, el tratamiento térmico y la inspección final representó el principal desafío de ingeniería.
Desafíos de Ingeniería
El reto no consistía únicamente en cumplir las dimensiones del plano, sino en mantener la estabilidad geométrica durante todo el proceso de fabricación.
| Requisito del Cliente | Desafío de Fabricación |
|---|---|
| Estructura de pared delgada | Deformación durante el mecanizado y el tratamiento térmico |
| Alta concentricidad | Riesgo de desequilibrio del rotor y problemas de ensamblaje |
| Rendimiento magnético estable | Control del material y del tratamiento térmico |
| Rugosidad Ra 0,8 μm | Capacidad de mecanizado estable y repetible |
| Consistencia entre lotes | Control dimensional y repetibilidad del proceso |
Estos requisitos hicieron que la estabilidad dimensional fuera incluso más importante que la precisión dimensional por sí sola.
Selección del Material
La selección del material estuvo impulsada principalmente por los requisitos magnéticos y no únicamente por la resistencia mecánica.
El acero de bajo carbono seleccionado ofrecía:
✓ Propiedades magnéticas estables
✓ Excelente maquinabilidad
✓ Comportamiento predecible durante el tratamiento térmico
✓ Alta consistencia en producción por lotes
✓ Fabricación rentable
Antes de iniciar la producción, se verificaron los certificados del material y se garantizó la trazabilidad completa de cada lote.
Estrategia de Tratamiento Térmico
¿Por qué se utilizaron dos ciclos de tratamiento térmico?
En lugar de depender de un único proceso térmico, se implementaron dos etapas independientes para mejorar la estabilidad dimensional del componente.
| Proceso | Objetivo |
|---|---|
| Normalizado | Refinar la estructura del grano y mejorar la uniformidad del material |
| Alivio de Tensiones | Eliminar tensiones residuales antes del mecanizado final |
La segunda etapa de tratamiento térmico se añadió específicamente debido a la geometría de pared delgada y a los estrictos requisitos de concentricidad.
Este enfoque redujo significativamente el riesgo de deformación dimensional en las etapas posteriores.
Proceso de Fabricación
El proceso de producción se diseñó priorizando la estabilidad dimensional por encima de la velocidad de mecanizado.
Verificación del Material
↓
Mecanizado Inicial
↓
Normalizado
↓
Mecanizado Semiacabado
↓
Alivio de Tensiones
↓
Mecanizado CNC Final
↓
Inspección CMM a 22°C
↓
Verificación Final
Características Críticas Controladas
- Precisión del diámetro interior
- Concentricidad
- Acabado superficial
- Circularidad
- Consistencia dimensional
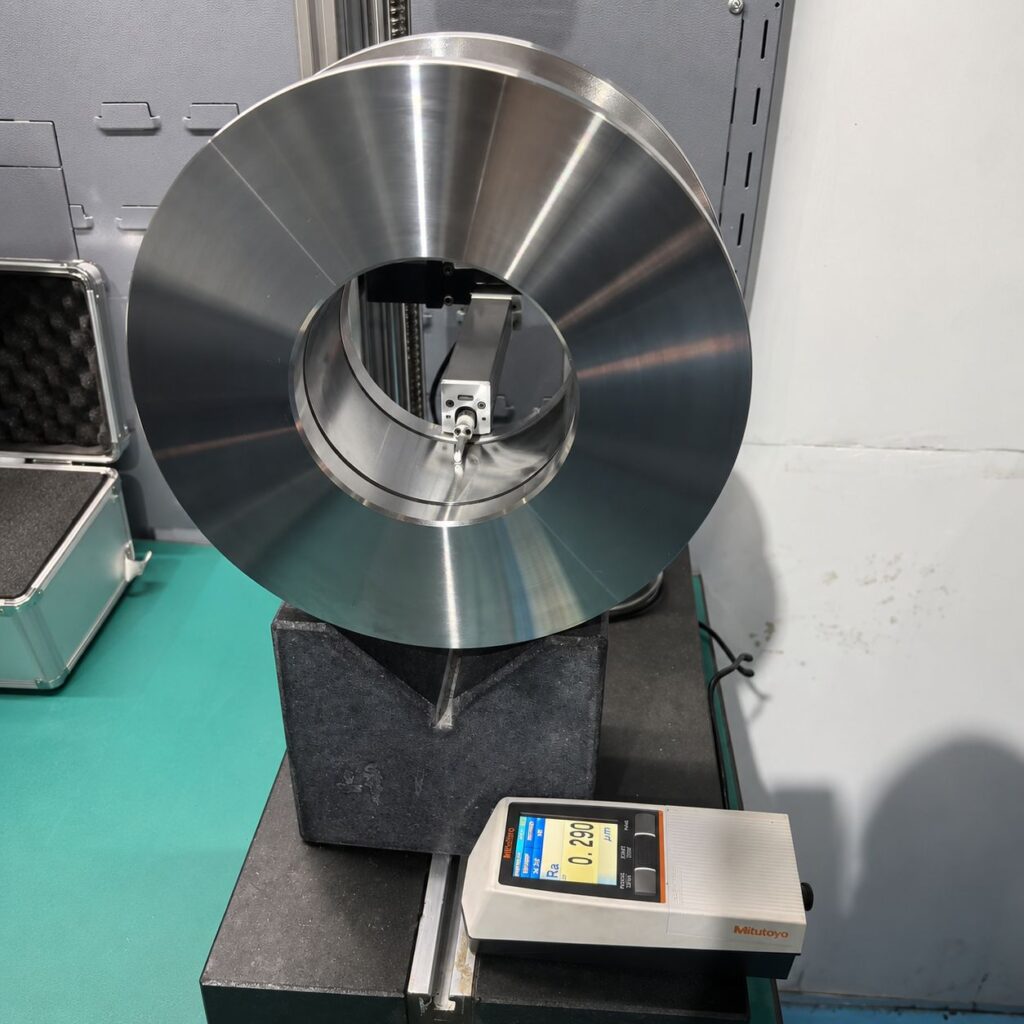
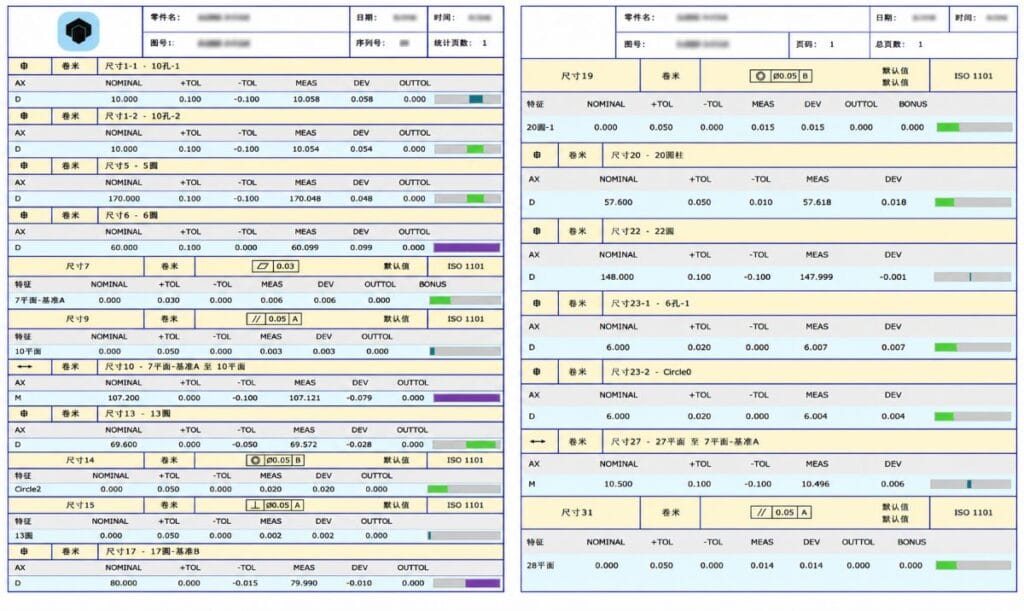
Verificación del Acabado Superficial
El diámetro interior fue identificado como una característica crítica para el ensamblaje.
| Característica | Requisito | Resultado |
|---|---|---|
| Rugosidad Superficial | Ra 0,8 μm | Ra 0,29 μm |
La verificación final se realizó utilizando un rugosímetro Mitutoyo.
El valor medido de Ra 0,29 μm superó ampliamente la especificación del cliente y confirmó la estabilidad del proceso de mecanizado.
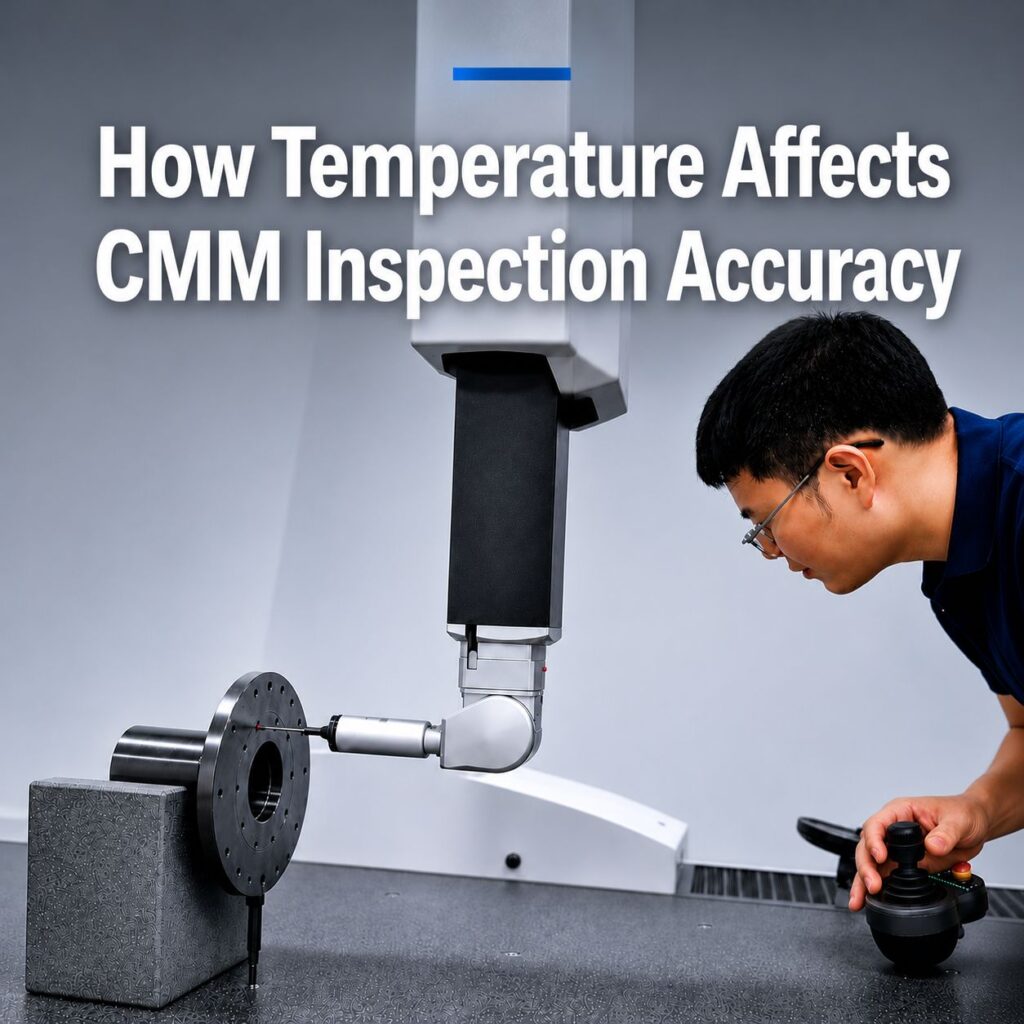
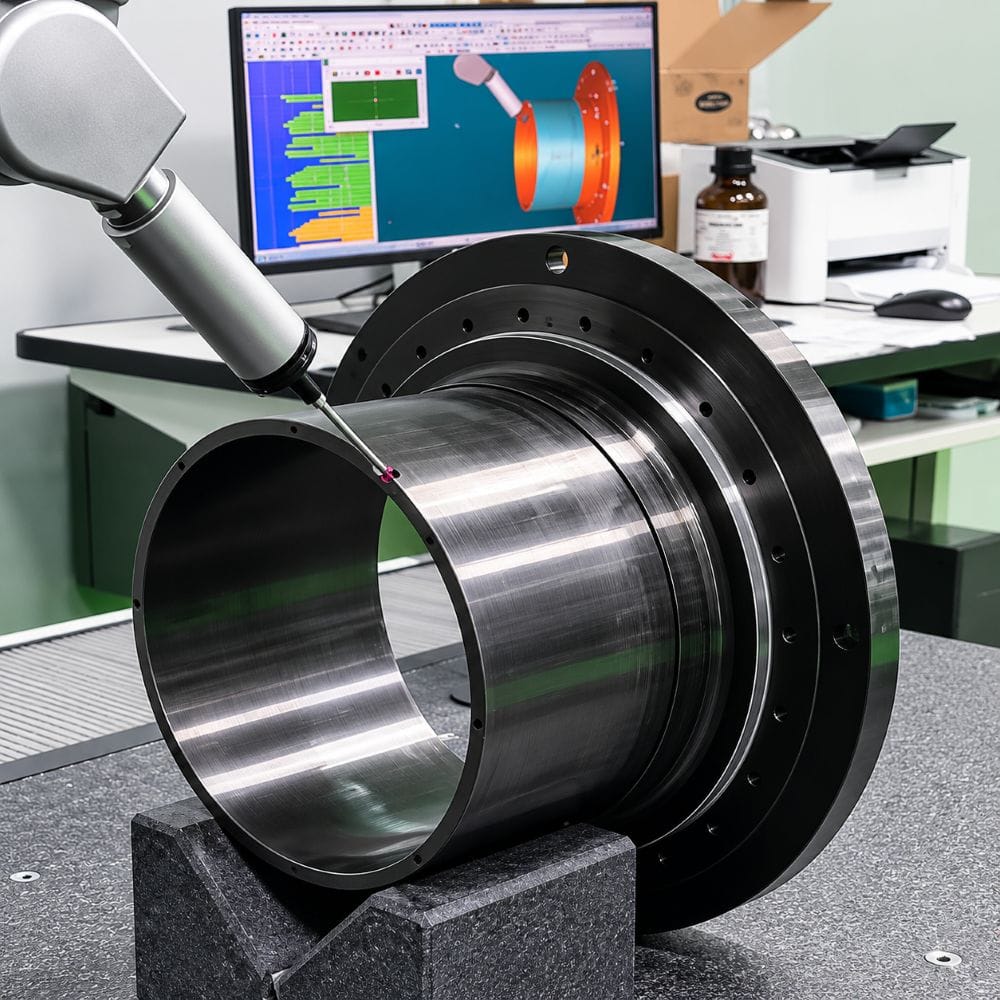
Lo que reveló la inspección por CMM
La medición mediante máquina de medición por coordenadas (CMM) desempeñó un papel fundamental para identificar movimientos dimensionales que no eran visibles durante el mecanizado.
Después del mecanizado semiacabado, los componentes se estabilizaron antes de la inspección final. Durante esta etapa se analizaron los cambios geométricos provocados por tensiones residuales.
Hallazgos de la Inspección
✓ Deformación menor del diámetro interior
✓ Variaciones de circularidad
✓ Desviaciones de concentricidad
✓ Cambios dimensionales después del mecanizado
Sin esta inspección, estos problemas podrían haber permanecido ocultos hasta la etapa de ensamblaje, aumentando el riesgo de desequilibrio del rotor y variaciones en el rendimiento.
Acciones Correctivas
✓ Mayor tiempo de estabilización
✓ Optimización de la secuencia de inspección
✓ Verificación de referencias geométricas
✓ Compensación del proceso antes del mecanizado final
Estas mejoras aumentaron la repetibilidad y ayudaron a evitar problemas posteriores de ensamblaje.
Por qué es importante un entorno de inspección a 22°C
Para componentes de precisión de pared delgada, las condiciones de inspección pueden ser tan importantes como el propio mecanizado.
Todas las mediciones críticas se realizaron en una sala de inspección con temperatura controlada de aproximadamente 22°C.
| Beneficio | Impacto |
|---|---|
| Estabilidad térmica | Reduce variaciones causadas por expansión térmica |
| Mayor repetibilidad | Resultados consistentes entre ciclos de medición |
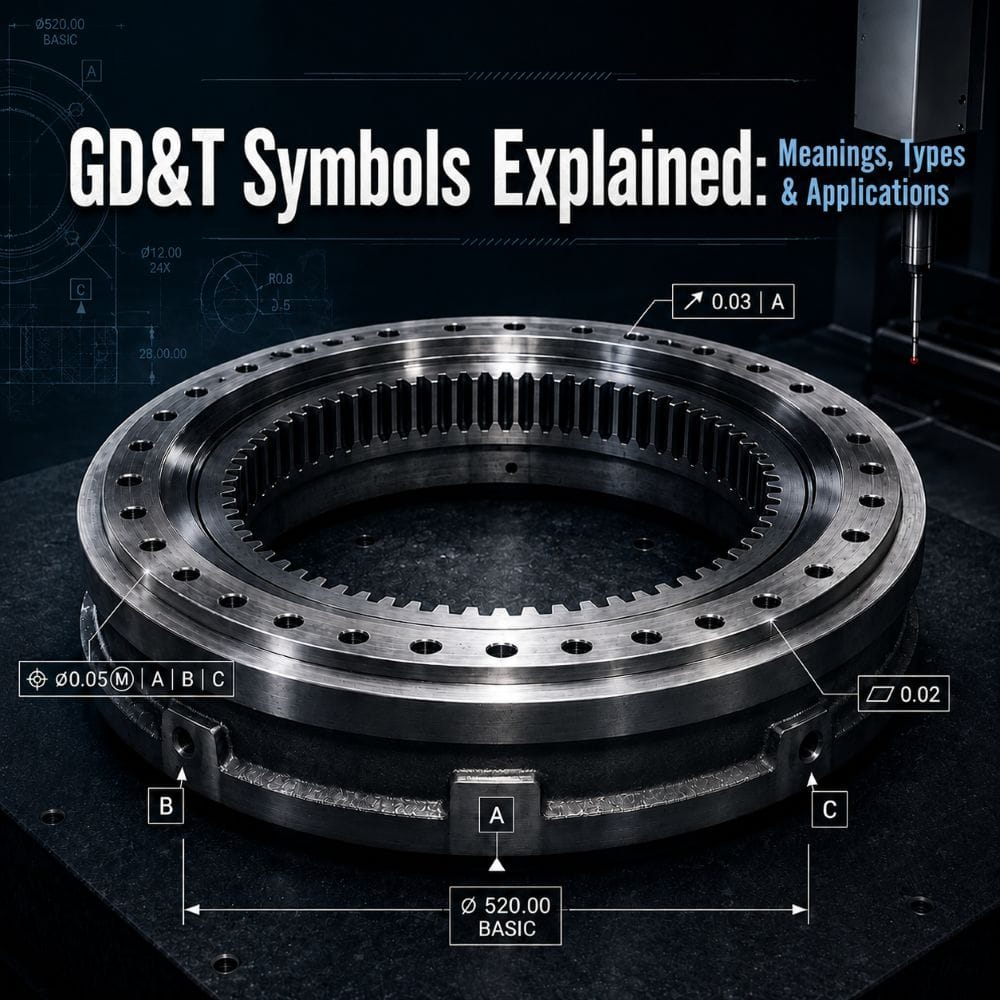
| Verificación fiable de GD&T | Evaluación precisa de tolerancias geométricas |
Mantener un entorno de inspección estable mejoró la fiabilidad de las mediciones y redujo la incertidumbre durante toda la producción.
Resultados del Proyecto
| Elemento | Resultado |
|---|---|
| Certificación del Material | Aprobada |
| Verificación del Tratamiento Térmico | Aprobada |
| Requisito de Rugosidad | Ra 0,8 μm |
| Rugosidad Obtenida | Ra 0,29 μm |
| Inspección CMM | Aprobada |
| Consistencia de Producción | Verificada |
El proyecto demostró un control dimensional estable desde la preparación del material hasta la inspección final, garantizando una calidad consistente durante toda la producción.
Conclusiones Principales
Selección del Material
- El acero de bajo carbono proporcionó propiedades magnéticas estables.
- La buena maquinabilidad favoreció la precisión dimensional.
- Adecuado para producción en serie con baja variación.
Estrategia de Tratamiento Térmico
- El normalizado mejoró la uniformidad microestructural.
- El alivio de tensiones redujo las tensiones internas.
- Menor riesgo de deformación en zonas de pared delgada.
Momento de la Inspección
- Los cambios dimensionales no siempre aparecen inmediatamente después del mecanizado.
- La estabilización en un entorno controlado permitió detectar desviaciones ocultas.
- La inspección final evitó problemas de calidad posteriores.
Prevención de Riesgos
- La inspección CMM identificó desviaciones de concentricidad y circularidad.
- Se implementaron ajustes del proceso antes de la entrega.
- Se evitaron posibles problemas de ensamblaje y rendimiento.
¿Está desarrollando un componente similar?
Si está desarrollando un nuevo núcleo de rotor o evaluando un proveedor alternativo para componentes de precisión, nuestro equipo de ingeniería puede ayudarle desde las primeras etapas del proyecto.
Podemos ofrecer soporte en:
✓ Selección de materiales
✓ Planificación de tratamientos térmicos
✓ Evaluación de mecanizado
✓ Estrategias de inspección y requisitos GD&T
Cargue su plano para una revisión técnica
Reciba recomendaciones prácticas sobre materiales, control dimensional, tratamiento térmico e inspección antes de iniciar la producción.
Respuesta técnica disponible en 24 horas.