Präzisions-Rotorkern Fertigungsprojekt
Projektübersicht
| Position | Details |
|---|---|
| Branche | Robotik & Industrielle Automatisierung |
| Bauteil | Präzisions-Rotorkern |
| Werkstoff | Kohlenstoffarmer Stahl |
| Wärmebehandlung | Normalisieren + Spannungsarmglühen |
| Oberflächenqualität | Ra 0,29 μm |
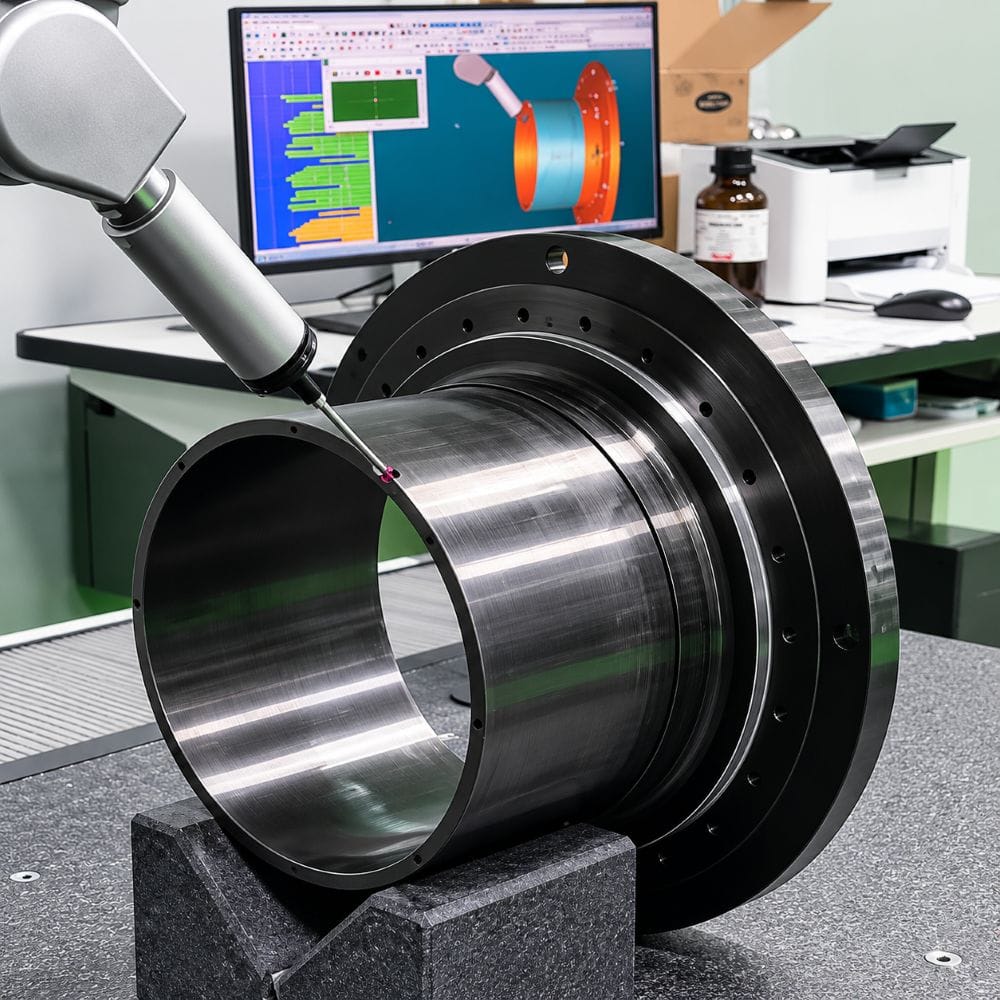
| Prüfung | CMM-Messung (Koordinatenmessmaschine) |
| Produktionsart | Serienfertigung |
Projektbeschreibung
Die Herausforderung eines dünnwandigen Rotorkerns
Rotorkerne für Robotik- und Automatisierungssysteme müssen deutlich mehr Anforderungen erfüllen als reine Maßhaltigkeit. Magnetische Eigenschaften, Rundlaufgenauigkeit, Konzentrizität und die Wiederholbarkeit über die gesamte Serie hinweg sind entscheidende Faktoren für die spätere Leistung des Motors.
Für dieses Projekt benötigte der Kunde eine Serie dünnwandiger Rotorkerne mit engen Konzentrizitätsanforderungen und einer Oberflächenrauheit der Innenbohrung von Ra 0,8 μm.
Obwohl die Geometrie auf den ersten Blick vergleichsweise einfach erschien, stellte die Sicherstellung der Maßstabilität während Bearbeitung, Wärmebehandlung und Endprüfung die größte technische Herausforderung dar.
Technische Herausforderungen
Die eigentliche Schwierigkeit bestand nicht nur darin, die Zeichnungsanforderungen zu erfüllen, sondern die Bauteile während des gesamten Fertigungsprozesses stabil zu halten.
| Kundenanforderung | Fertigungstechnische Herausforderung |
|---|---|
| Dünnwandige Struktur | Verzug während Bearbeitung und Wärmebehandlung |
| Hohe Konzentrizität | Risiko von Rotorunwucht und Montageproblemen |
| Stabile magnetische Eigenschaften | Werkstoff- und Wärmebehandlungskontrolle |
| Oberflächenrauheit Ra 0,8 μm | Prozessstabile Feinbearbeitung |
| Serienkonstanz | Wiederholgenauigkeit und Prozesskontrolle |
Diese Anforderungen machten die Beherrschung der Maßstabilität wichtiger als die reine Einhaltung einzelner Toleranzen.
Werkstoffauswahl
Die Materialauswahl wurde in erster Linie durch die Anforderungen an die magnetischen Eigenschaften bestimmt und nicht ausschließlich durch die mechanische Festigkeit.
Der ausgewählte kohlenstoffarme Stahl bot:
✓ Stabile magnetische Eigenschaften
✓ Gute Zerspanbarkeit
✓ Vorhersehbares Verhalten bei der Wärmebehandlung
✓ Hohe Prozesssicherheit in der Serienfertigung
✓ Wirtschaftliche Herstellungskosten
Vor Produktionsbeginn wurden die Materialzertifikate geprüft und die Rückverfolgbarkeit aller Chargen sichergestellt.
Wärmebehandlungsstrategie
Warum zwei Wärmebehandlungsprozesse eingesetzt wurden
Anstatt nur auf einen einzigen Wärmebehandlungsprozess zu setzen, wurden zwei getrennte Schritte eingeführt, um die Maßstabilität des Bauteils zu verbessern.
| Prozess | Ziel |
|---|---|
| Normalisieren | Kornfeinung und Verbesserung der Werkstoffhomogenität |
| Spannungsarmglühen | Abbau von Bearbeitungsspannungen vor der Endbearbeitung |
Der zweite Wärmebehandlungsschritt wurde gezielt aufgrund der dünnwandigen Geometrie und der hohen Anforderungen an Konzentrizität und Rundlauf eingeführt.
Dadurch konnte das Risiko späterer Maßabweichungen deutlich reduziert werden.
Fertigungsprozess
Der gesamte Fertigungsablauf wurde auf maximale Maßstabilität und nicht auf maximale Bearbeitungsgeschwindigkeit ausgelegt.
Materialprüfung
↓
Rohbearbeitung
↓
Normalisieren
↓
Halbfertigbearbeitung
↓
Spannungsarmglühen
↓
CNC-Endbearbeitung
↓
CMM-Prüfung bei 22 °C
↓
Endkontrolle
Kontrollierte Schlüsselmerkmale
- Innenbohrungsgenauigkeit
- Konzentrizität
- Oberflächenrauheit
- Rundheit
- Maßhaltigkeit innerhalb der Serie
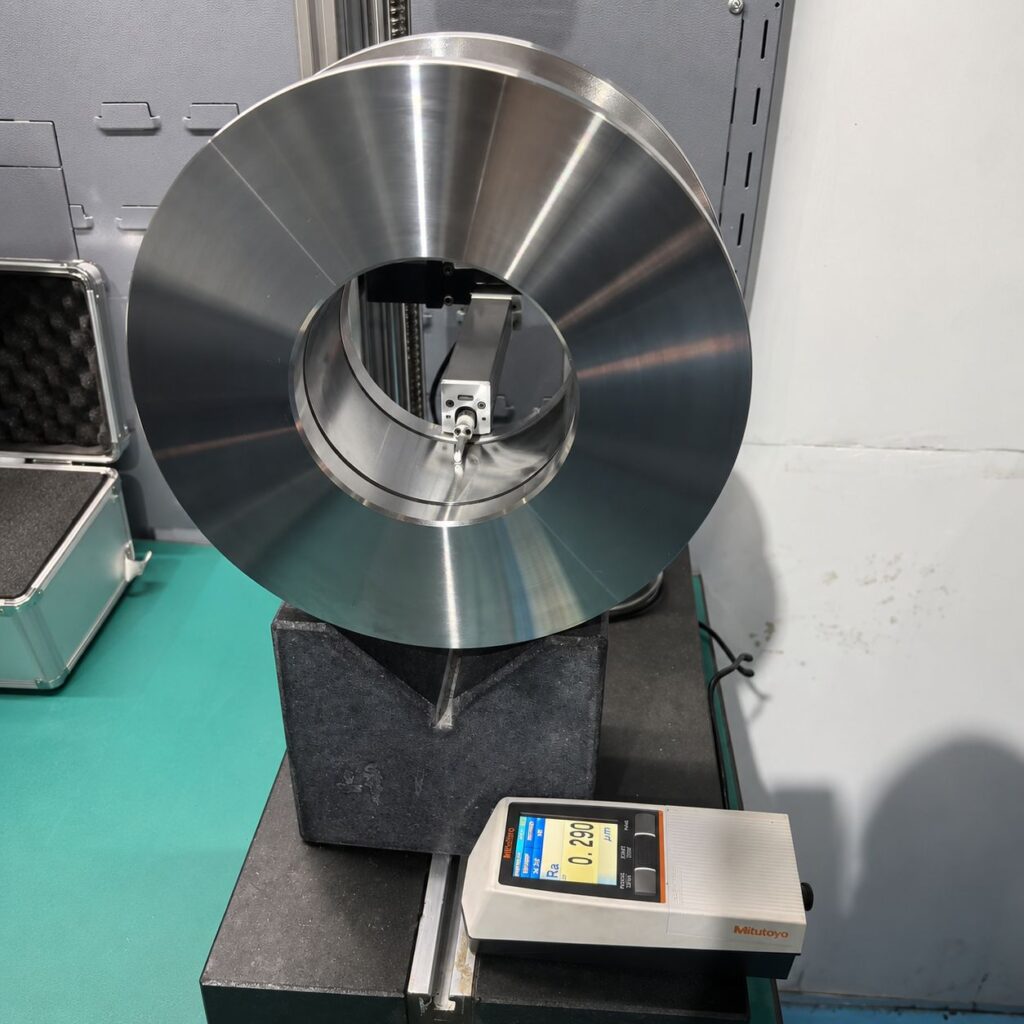
Prüfung der Oberflächenqualität
Die Innenbohrung wurde als kritisches Funktionsmerkmal identifiziert.
| Merkmal | Anforderung | Ergebnis |
|---|---|---|
| Oberflächenrauheit | Ra 0,8 μm | Ra 0,29 μm |
Die finale Messung erfolgte mit einem Mitutoyo-Rauheitsmessgerät.
Der gemessene Wert von Ra 0,29 μm übertraf die Kundenvorgabe deutlich und bestätigte die Prozessstabilität der Feinbearbeitung.
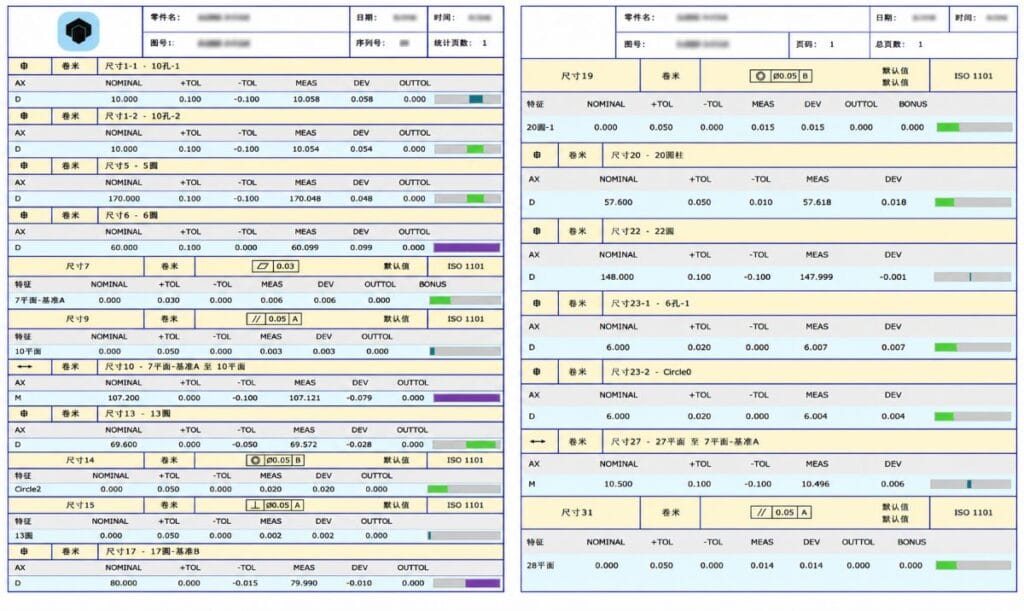
Erkenntnisse aus der CMM-Prüfung
Die CMM-Messung spielte eine entscheidende Rolle bei der Identifizierung von Maßveränderungen, die während der Bearbeitung selbst nicht sichtbar waren.
Nach der Halbfertigbearbeitung wurden die Bauteile stabilisiert, bevor sie zur Endprüfung freigegeben wurden. Dabei konnten durch Restspannungen verursachte geometrische Veränderungen analysiert werden.
Festgestellte Abweichungen
✓ Geringfügiger Verzug der Innenbohrung
✓ Rundheitsabweichungen
✓ Konzentrizitätsabweichungen
✓ Maßänderungen nach der Bearbeitung
Ohne diese zusätzliche Prüfung wären die Abweichungen möglicherweise erst während der Montage sichtbar geworden und hätten zu Rotorunwucht oder Leistungsschwankungen geführt.
Korrekturmaßnahmen
✓ Verlängerte Stabilisierungszeit
✓ Optimierung der Prüfabläufe
✓ Überprüfung der Bezugssysteme
✓ Prozessanpassungen vor der Endbearbeitung
Diese Maßnahmen verbesserten die Wiederholgenauigkeit und reduzierten spätere Montageprobleme.
Warum eine Messumgebung mit 22 °C wichtig ist
Bei dünnwandigen Präzisionsbauteilen können die Prüfbedingungen genauso wichtig sein wie die Bearbeitungsgenauigkeit selbst.
Alle kritischen Messungen wurden in einem temperaturkontrollierten Messraum bei etwa 22 °C durchgeführt.
| Vorteil | Auswirkung |
|---|---|
| Temperaturstabilität | Reduziert Messabweichungen durch thermische Ausdehnung |
| Höhere Wiederholbarkeit | Konsistente Messergebnisse über mehrere Prüfzyklen |
| Zuverlässige GD&T-Prüfung | Präzise Bewertung enger Form- und Lagetoleranzen |
Die stabile Prüfungsumgebung erhöhte die Messsicherheit und reduzierte Unsicherheiten über die gesamte Produktionscharge hinweg.
Projektergebnisse
| Position | Ergebnis |
|---|---|
| Materialprüfung | Bestanden |
| Wärmebehandlungsprüfung | Bestanden |
| Oberflächenanforderung | Ra 0,8 μm |
| Tatsächliche Oberflächenqualität | Ra 0,29 μm |
| CMM-Prüfung | Bestanden |
| Serienkonstanz | Verifiziert |
Das Projekt zeigte eine stabile Prozesskontrolle von der Materialprüfung bis zur Endabnahme und gewährleistete eine gleichbleibend hohe Qualität über die gesamte Produktionsserie.
The project demonstrated stable dimensional control from material preparation through final inspection, supporting consistent quality throughout batch production.
Wichtigste Erkenntnisse
Werkstoffauswahl
- Kohlenstoffarmer Stahl gewährleistete stabile magnetische Eigenschaften.
- Verbesserte Bearbeitbarkeit unterstützte die Maßhaltigkeit.
- Geeignet für die Serienfertigung mit geringer Prozessstreuung.
Wärmebehandlungsstrategie
- Normalisieren verbesserte die Gefügehomogenität.
- Spannungsarmglühen reduzierte innere Spannungen.
- Geringeres Risiko von Verzug bei dünnwandigen Bereichen.
Prüfzeitpunkt
- Maßänderungen treten häufig erst nach der Bearbeitung auf.
- Die Stabilisierung im kontrollierten Umfeld machte versteckte Abweichungen sichtbar.
- Die Endprüfung verhinderte spätere Qualitätsprobleme beim Kunden.
Risikominimierung
- Die CMM-Prüfung identifizierte Konzentrizitäts- und Rundheitsabweichungen frühzeitig.
- Prozessanpassungen wurden vor dem Versand umgesetzt.
- Potenzielle Montage- und Leistungsprobleme konnten vermieden werden.
Arbeiten Sie an einem ähnlichen Bauteil?
Wenn Sie einen neuen Rotorkern entwickeln oder einen alternativen Fertigungspartner für Präzisionskomponenten suchen, unterstützt unser Engineering-Team Sie bereits in der frühen Projektphase.
Wir bieten technische Unterstützung bei:
✓ Werkstoffauswahl
✓ Wärmebehandlungsplanung
✓ Bearbeitungsanalyse
✓ Prüfstrategie und GD&T-Anforderungen
Laden Sie Ihre Zeichnung zur technischen Bewertung hoch
Erhalten Sie praxisnahe Empfehlungen zu Werkstoffauswahl, Maßkontrolle, Wärmebehandlung und Prüfanforderungen bereits vor Produktionsbeginn.
Technisches Feedback innerhalb von 24 Stunden verfügbar.