
Warum das Umformverhältnis bei OEM-Schmiedeteilen entscheidend ist
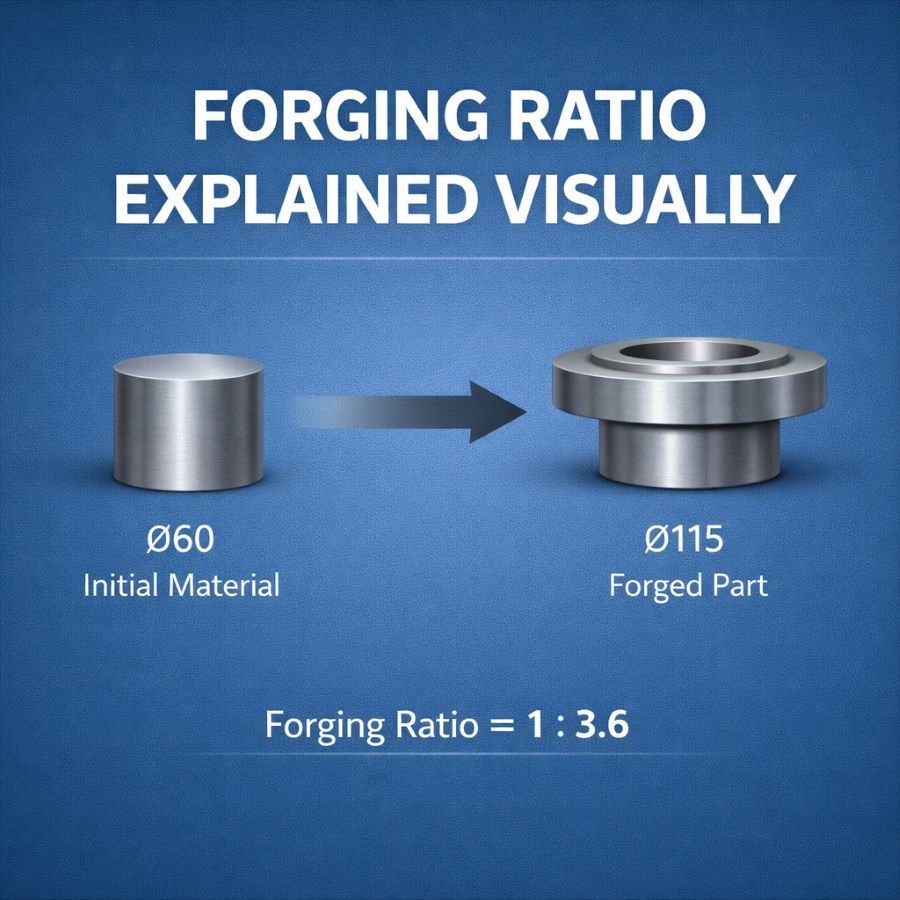
In einfachen Worten beschreibt das Umformverhältnis (Schmiedeverhältnis), wie stark ein Werkstoff während des Schmiedeprozesses plastisch verformt wird. Es ist ein entscheidender Faktor für die innere Struktur, den Faserverlauf (Grain Flow) und die mechanischen Eigenschaften von Schmiedeteilen.
In der OEM-Fertigung werden Entscheidungen häufig von Preis und Lieferzeit bestimmt. Erfahrene Ingenieure wissen jedoch, dass die innere Qualität eines Bauteils bereits im Schmiedeprozess festgelegt wird. Ein unzureichendes Umformverhältnis ist häufig eine versteckte Ursache für vorzeitige Ausfälle bei hochbelasteten Komponenten wie Wellen oder Zahnkränzen.
Dieser Beitrag erläutert das Umformverhältnis aus ingenieurtechnischer Sicht – einschließlich Berechnung, Einfluss auf die Performance sowie Bewertung im praktischen OEM-Einkauf.
Was ist das Umformverhältnis beim Stahlschmieden?
Das Umformverhältnis beschreibt den Grad der plastischen Verformung eines Werkstoffs während des Schmiedens. Üblicherweise wird es als Verhältnis zwischen der ursprünglichen und der finalen Querschnittsfläche angegeben.
In der Praxis ist das Umformverhältnis jedoch nicht nur ein mathematischer Wert. Es zeigt, wie effektiv die innere Struktur des Werkstoffs transformiert wurde. Ein korrekt gewähltes Umformverhältnis führt zu:
- Schließen von inneren Poren und Lunkern
- Verfeinerung des Gefüges
- Ausrichtung des Faserverlaufs entlang der Belastungsrichtung
Das Umformverhältnis steht in engem Zusammenhang mit dem Umformgrad (Reduktionsgrad). In vielen Fällen werden beide Begriffe synonym verwendet. Aus konstruktiver Sicht sollte das Umformverhältnis jedoch immer gemeinsam mit Umformpfad und Prozessführung bewertet werden.
Berechnung des Umformverhältnisses (mit Praxisbeispiel)
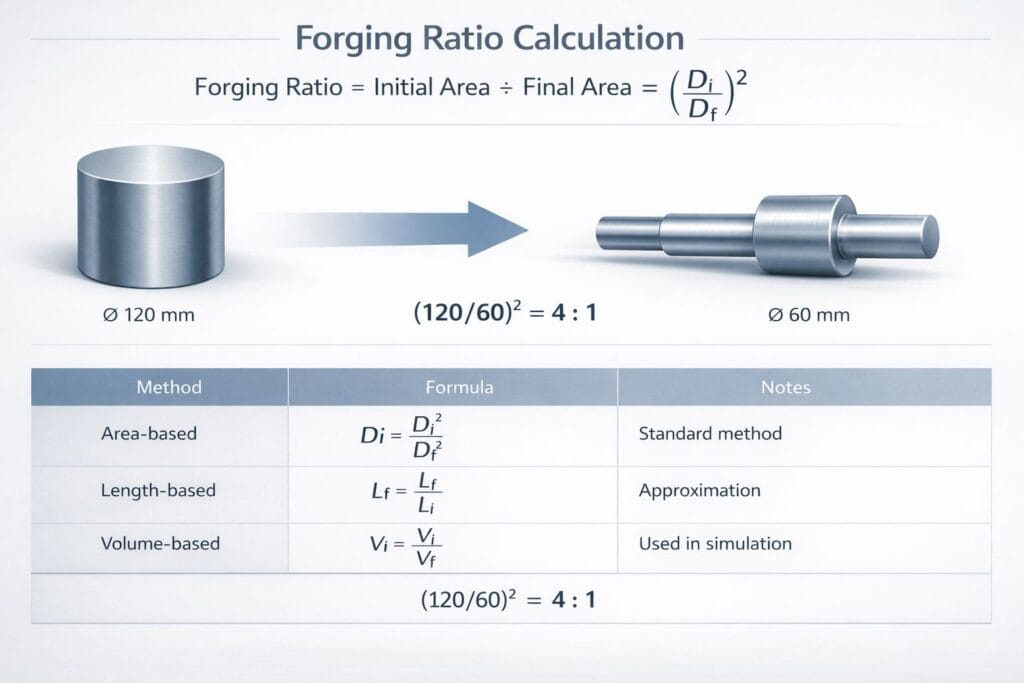
Die gebräuchlichste Berechnung basiert auf der Querschnittsfläche:
Umformverhältnis = Anfangsfläche ÷ Endfläche
Beispiel:
Ein Rundstahl mit Ø120 mm wird zu einer Welle mit Ø60 mm geschmiedet:
(120÷60)2=4:1(120 ÷ 60)^2 = 4:1(120÷60)2=4:1
Je nach Bauteilgeometrie können unterschiedliche Berechnungsmethoden angewendet werden:
| Methode | Anwendung | Hinweise |
|---|---|---|
| Flächenbasiert | Wellen, Stäbe | Standardmethode |
| Längenbasiert | Langteile | Näherungswert bei Freiformschmieden |
| Volumenkonstanz | Komplexe Geometrien | Verwendet in Simulationen |
Wichtige Erkenntnis:
Entscheidend ist nicht die absolute Genauigkeit der Berechnung, sondern das Verständnis der Verformungsintensität und deren Einfluss auf die Werkstoffstruktur.
Einfluss des Umformverhältnisses auf mechanische Eigenschaften
Das Umformverhältnis ist einer der wichtigsten Einflussfaktoren für die mechanische Performance.
1. Optimierung des Faserverlaufs
Ein höheres Umformverhältnis fördert einen kontinuierlichen, gerichteten Faserverlauf und verbessert die Tragfähigkeit.
2. Ermüdungsfestigkeit
Ein ausgerichtetes Gefüge erhöht die Widerstandsfähigkeit gegen zyklische Belastungen – entscheidend für Wellen und rotierende Bauteile.
3. Fehlereliminierung
Ausreichende Umformung reduziert innere Defekte wie Lunker oder Seigerungen.
Engineering-Balance:
- Zu niedrig → unvollständige Verdichtung
- Zu hoch → übermäßige Verformung, mögliche Gefügeschädigung
Das optimale Umformverhältnis ist stets anwendungsabhängig.
Empfohlenes Umformverhältnis für verschiedene Bauteile
In der Praxis variiert das erforderliche Umformverhältnis je nach Bauteiltyp und Belastung:
- Wellen: Höhere Umformverhältnisse zur Verbesserung der Ermüdungsfestigkeit
- Zahnkränze: Mittlere bis hohe Werte zur Sicherstellung eines gleichmäßigen Umfangsfaserverlaufs
- Große Strukturbauteile: Ausgewogenes Verhältnis zwischen Umformung und Prozessgrenzen
Im OEM-Bereich wird das optimale Verhältnis nicht nur durch Berechnung bestimmt, sondern auch durch Werkstoff, Geometrie und Fertigungsprozess.
Mindestanforderungen und Industriestandards
Typische Richtwerte:
| Anwendung | Typisches Verhältnis |
|---|---|
| Allgemeine Bauteile | ≥ 3:1 |
| Tragende Komponenten | 4:1 – 6:1 |
| Hochzuverlässige Bauteile | ≥ 6:1 |
Branchenspezifische Anforderungen:
- Energieanlagen → erhöhte Sicherheitsanforderungen
- Bergbau → Fokus auf Ermüdungsfestigkeit
- Schwermaschinen → Stoß- und Dauerbelastung
Normen wie DIN, EN oder ASTM definieren Mindestanforderungen meist indirekt über mechanische Eigenschaften.
Umformverhältnis in verschiedenen Schmiedeverfahren
Das erreichbare Umformverhältnis hängt stark vom eingesetzten Schmiedeverfahren ab, da jedes Verfahren unterschiedliche Umformmechanismen und Gefügestrukturen erzeugt.
Freiformschmieden (Wellenfertigung)
Freiformschmieden ermöglicht große plastische Verformungen und eignet sich daher besonders für hohe Umformverhältnisse bei Wellen und schweren Bauteilen.
Es fördert einen überwiegend axialen Faserverlauf, kann jedoch im Vergleich zu stärker kontrollierten Verfahren zu weniger gleichmäßiger Umformung führen.
Ringwalzen (Ring Rolling)
Ringwalzen ist besonders effizient für ringförmige Bauteile. Es erzeugt nahtlose Strukturen mit einem kontinuierlichen umlaufenden Faserverlauf, wodurch eine gleichmäßige Umformung und eine optimale Verteilung des Umformverhältnisses erreicht werden.
Dies macht das Verfahren ideal für hochbelastete Anwendungen, beispielsweise Zahnkränze.
Während des Walzprozesses erfolgt eine kontinuierliche Umformung.
Das Umformverhältnis beschreibt dabei hauptsächlich die Anfangsumformung, während das Walzverhältnis die Deformation während der Ringaufweitung charakterisiert.
In der Praxis beeinflussen beide Parameter Gefüge und Faserverlauf, wobei das Umformverhältnis die zentrale Kenngröße bleibt.
Gesenkschmieden
Gesenkschmieden bietet eine hohe Maßgenauigkeit, jedoch ist die Umformung durch die Werkzeuggeometrie begrenzt.
Daher ist das erreichbare Umformverhältnis eingeschränkt und muss bereits in der Vorformgestaltung (Preform Design) gezielt berücksichtigt werden.
In der Praxis geht es bei der Verfahrensauswahl nicht nur um die Geometrie, sondern auch darum, das erforderliche Umformverhältnis und den optimalen Faserverlauf für die jeweilige Anwendung sicherzustellen.
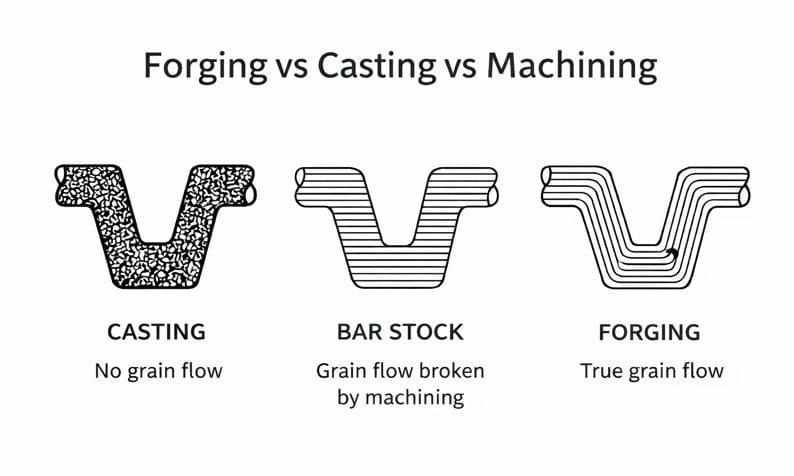
Schmieden vs. Gießen vs. Zerspanung: Warum das Umformverhältnis entscheidend ist
| Verfahren | Innere Struktur | Fehlerkontrolle | Leistungsfähigkeit |
|---|---|---|---|
| Gießen | Zufälliges Gefüge | Eingeschränkt | Niedriger |
| Zerspanung | Keine Gefügeverbesserung | Materialabhängig | Neutral |
| Schmieden | Gerichteter Faserverlauf | Hoch (durch Umformung) | Hoch |
Auch wenn diese Verfahren ähnliche Bauteile erzeugen können, unterscheiden sich ihre inneren Strukturen deutlich.
Der entscheidende Faktor ist das Umformverhältnis, da es die plastische Verformung und damit die Bauteilqualität bestimmt.
Ein ausreichend hohes Umformverhältnis sorgt für einen gerichteten Faserverlauf und reduziert innere Defekte. Ohne ausreichende Umformung können Schmiedeteile ähnliche Schwächen wie Gussbauteile aufweisen.
Wie das Umformverhältnis in der Qualitätssicherung geprüft wird
Das Umformverhältnis kann nicht direkt am fertigen Bauteil gemessen werden. Stattdessen erfolgt die Bewertung über Struktur und Eigenschaften.
Typische Prüfmethoden:
- Ultraschallprüfung (UT): Erkennung innerer Fehler
- Makrostrukturprüfung: Beurteilung der Umformgleichmäßigkeit
- Faserverlaufsanalyse: Kontrolle der Gefügeausrichtung
Diese Methoden zeigen, ob die Umformung ausreichend war und die technischen Anforderungen erfüllt sind.
Häufige Missverständnisse zum Umformverhältnis
In der industriellen Praxis führen Fehlinterpretationen des Umformverhältnisses häufig zu falschen Entscheidungen im Engineering oder Einkauf.
Typische Fehlannahmen:
„Ein höheres Umformverhältnis bedeutet immer bessere Leistung“
→ Eine übermäßige Umformung kann zu Gefügeschädigung führen oder unnötige Kosten verursachen, ohne die Performance zu verbessern.
„Alle Bauteile benötigen das gleiche Umformverhältnis“
→ Unterschiedliche Geometrien (z. B. Wellen vs. Strukturbauteile) erfordern unterschiedliche Umformstrategien.
„Das Umformverhältnis allein bestimmt die Qualität“
→ Werkstoffauswahl, Wärmebehandlung und Zerspanung sind ebenso entscheidend für die Endperformance.
Praxis-Hinweis:
Das Umformverhältnis sollte immer im Kontext des gesamten Fertigungsprozesses bewertet werden – nicht als isolierter Kennwert.
Auswahl des richtigen Umformverhältnisses für OEM-Bauteile
Die richtige Wahl hängt von mehreren Faktoren ab:
- Belastung: Ermüdungsbeanspruchung erfordert höhere Umformgrade
- Werkstoff: Legierte Stähle benötigen präzisere Prozesskontrolle
- Geometrie: Wellen (axialer Faserverlauf) vs. Ringe (umlaufender Faserverlauf)
- Fertigungsverfahren: Freiformschmieden, Ringwalzen oder Gesenkschmieden
Praxisfazit:
Das optimale Umformverhältnis ist nicht das Maximum, sondern der Wert, der eine zuverlässige Performance bei vertretbaren Kosten sicherstellt.
Fazit
Das Umformverhältnis ist ein zentraler Parameter, der die innere Struktur, den Faserverlauf und die langfristige Leistungsfähigkeit von Schmiedeteilen maßgeblich beeinflusst.
Für OEM-Anwendungen bedeutet dies: Es geht nicht nur darum, einen Zielwert zu erreichen, sondern den gesamten Prozess gezielt zu steuern – vom Schmieden über die mechanische Bearbeitung bis hin zur Qualitätssicherung.
Wenn Sie geschmiedete Bauteile bewerten oder optimieren möchten, unterstützen wir Sie gerne bei der Analyse Ihrer Zeichnungen und Anforderungen.
In der Regel erhalten Sie innerhalb von 24 Stunden eine technische Rückmeldung aus ingenieurtechnischer Sicht.