
Was ist die beste Wärmebehandlung für Zahnräder?
Industriezahnräder arbeiten unter hohen Lasten, starker Reibung und kontinuierlicher mechanischer Beanspruchung. Ohne eine geeignete Wärmebehandlung können Zahnräder schnell Verschleiß, Pitting oder Ermüdungsbrüche entwickeln. Die Wärmebehandlung von Zahnrädern ist daher entscheidend, um eine hohe Oberflächenhärte mit ausreichender Kernzähigkeit zu kombinieren und eine langfristige Betriebszuverlässigkeit sicherzustellen.
Dieser Artikel erklärt die wichtigsten Verfahren der Zahnrad-Wärmebehandlung, darunter Einsatzhärten, Nitrieren, Induktionshärten und Durchhärten. Außerdem werden wichtige Faktoren vorgestellt, die Ingenieure bei der Auswahl der geeigneten Härtungsmethode für Industriezahnräder berücksichtigen sollten.

Warum das Härten von Zahnrädern entscheidend ist
Die wichtigste ingenieurtechnische Herausforderung bei der Zahnradkonstruktion besteht darin, unterschiedliche mechanische Eigenschaften innerhalb einer einzigen Komponente zu kombinieren. Um eine optimale Leistung zu gewährleisten, müssen folgende Anforderungen erfüllt werden:
Tribologische Integrität: Eine hohe Oberflächenhärte ist erforderlich, um Kontaktverschleißphänomene wie Pitting, Fressen und adhäsiven Verschleiß zu vermeiden.
Strukturelle Zähigkeit: Der Kern des Zahnrads muss ausreichend duktil bleiben, um Stoßbelastungen aufzunehmen und Sprödbrüche unter Spitzenlasten zu verhindern.
Ermüdungsfestigkeit: Eine gehärtete Oberfläche erhöht die Dauerfestigkeit an der Zahnwurzel und reduziert zyklische Biegespannungen.
Geometrische Stabilität: Kontrollierte Prozessbedingungen sorgen dafür, dass die Evolventengeometrie und Profilgenauigkeit über lange Betriebszyklen erhalten bleiben.
Unterschiede verstehen: Aufkohlen, Abschrecken und Anlassen
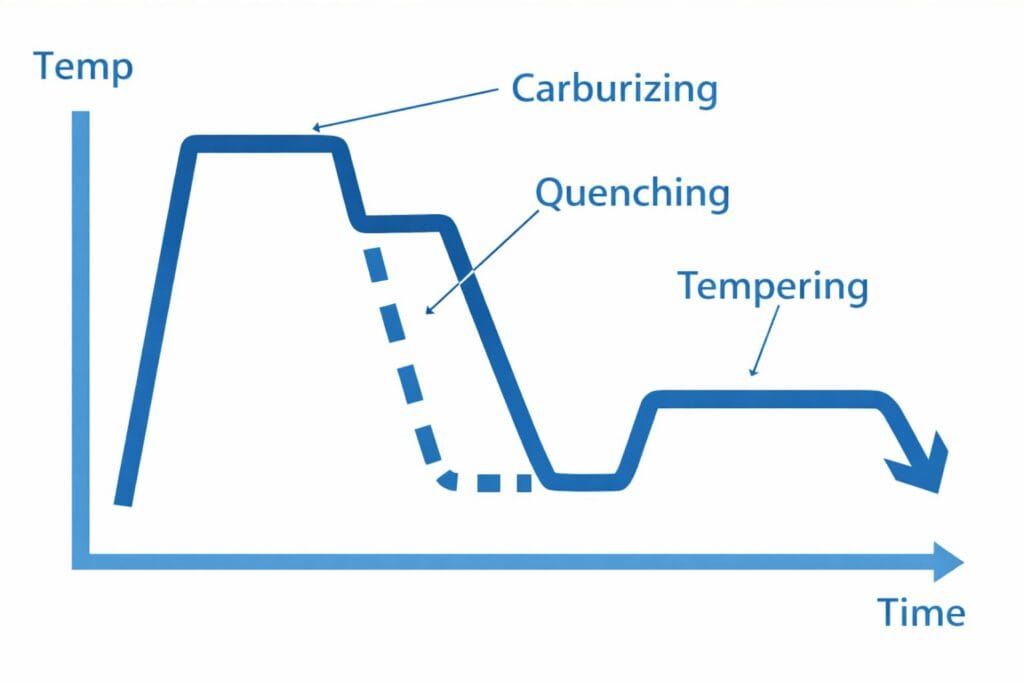
In einem typischen Zahnrad-Wärmebehandlungsprozess bilden Aufkohlen, Abschrecken und Anlassen die drei zentralen Prozessschritte. Gemeinsam erhöhen sie die Oberflächenhärte und erhalten gleichzeitig eine zähe Kernstruktur.
Aufkohlen (Kohlenstoffanreicherung)
Beim Aufkohlen handelt es sich um einen thermochemischen Diffusionsprozess. Dabei wird das Kohlenstoffpotenzial der Oberflächenschicht erhöht, während der Kern kohlenstoffarm und duktil bleibt.
In diesem Stadium ist das Zahnrad noch relativ weich, jedoch bereits metallurgisch auf die anschließende Härtung vorbereitet.
Abschrecken (Phasenumwandlung)
Beim Abschrecken wird das Zahnrad aus dem austenitischen Zustand schnell abgekühlt, meist in einem Ölmedium. Dadurch entsteht eine martensitische Struktur, die dem Zahnrad seine hohe Oberflächenhärte und Druckeigenspannungen verleiht.
Anlassen (Stabilisierung)
Das Anlassen ist ein nachfolgender Wiedererwärmungsprozess unterhalb der kritischen Temperatur. Dabei werden die beim Abschrecken entstandenen inneren Spannungen reduziert, während gleichzeitig eine optimale Balance zwischen Härte und Zähigkeit erreicht wird.
Top 4 Wärmebehandlungsverfahren für Zahnräder
Die Auswahl des richtigen Zahnrad-Wärmebehandlungsverfahrens hängt von Lastbedingungen, Drehmomentanforderungen und Präzisionsanforderungen ab. In der industriellen Fertigung werden hauptsächlich vier Verfahren eingesetzt, um die Festigkeit, Härte und Haltbarkeit von Zahnrädern zu verbessern.
Einsatzhärten (Aufkohlen und Abschrecken)
Dies ist das am häufigsten verwendete Verfahren für stark belastete Industriezahnräder. Beim Aufkohlen wird die Oberfläche mit Kohlenstoff angereichert, während das anschließende Abschrecken eine harte martensitische Schicht bildet.
Das Ergebnis ist eine harte Oberfläche kombiniert mit einem zähen Kern, was eine hervorragende Beständigkeit gegen Verschleiß und Pitting gewährleistet.
Nitrieren (Diffusion von Stickstoff)
Nitrieren ist ein Niedertemperatur-Wärmebehandlungsverfahren (500–550 °C), bei dem Stickstoff in die Oberfläche des Zahnrads diffundiert.
Da keine Phasenumwandlung stattfindet, entstehen nur minimale Verzüge und eine sehr hohe Maßstabilität.
Dieses Verfahren wird häufig für hochpräzise oder hochdrehende Zahnräder eingesetzt.
Induktionshärten (lokale Erwärmung)
Beim Induktionshärten wird das Zahnrad mithilfe elektromagnetischer Induktion lokal erwärmt und gehärtet.
Dieses Verfahren eignet sich besonders für große Zahnräder oder Komponenten, bei denen nur bestimmte Bereiche eine hohe Verschleißbeständigkeit benötigen.
Durchhärten (Volumenhärtung)
Beim Durchhärten wird der gesamte Querschnitt des Zahnrads gehärtet.
Dieses Verfahren wird typischerweise für Anwendungen mit mittlerer Belastung verwendet, bei denen eine gleichmäßige Festigkeit wichtiger ist als eine extrem hohe Oberflächenhärte.
Prozessablauf der Zahnrad-Wärmebehandlung
Bevor verschiedene Wärmebehandlungsverfahren verglichen werden, ist es hilfreich, den typischen industriellen Herstellungsprozess zu verstehen.
Typischer Ablauf der Zahnradfertigung
Schmieden
Der Zahnradrohling wird durch Schmieden hergestellt, um eine dichte Kornstruktur und hohe mechanische Festigkeit zu erzielen.Vorbearbeitung
Grundlegende Zahnradgeometrien werden vor der Wärmebehandlung gefertigt. In der Regel wird ein Bearbeitungsaufmaß für mögliche Verzüge berücksichtigt.Aufkohlen
Kohlenstoffatome diffundieren bei hohen Temperaturen in die Oberfläche und erhöhen den Kohlenstoffgehalt der Randschicht.Abschrecken
Schnelles Abkühlen verwandelt die aufgekohlte Schicht in martensitische Struktur und erhöht die Oberflächenhärte.Anlassen
Das Anlassen reduziert innere Spannungen und verbessert gleichzeitig die Zähigkeit bei weiterhin hoher Härte.Schleifen (Feinbearbeitung)
Präzisionsschleifen stellt die exakte Zahngeometrie und Oberflächenqualität nach der Wärmebehandlung wieder her.Endprüfung
Die abschließende Qualitätskontrolle überprüft Härte, Einsatzschichttiefe und Maßgenauigkeit.
Einsatzhärten vs. Nitrieren: Welche Methode ist besser?
Die Auswahl der geeigneten Wärmebehandlung hängt von der erforderlichen Einsatzschichttiefe, Maßstabilität und den Betriebsbedingungen ab.
Unter den verschiedenen Verfahren gehören Einsatzhärten und Nitrieren zu den am häufigsten verwendeten Methoden in der industriellen Zahnradfertigung.
| Merkmal | Einsatzhärten | Nitrieren |
|---|---|---|
| Oberflächenhärte | 58–62 HRC | 900–1100 HV |
| Einsatzschichttiefe | 0.5–3.0 mm+ | 0.1–0.6 mm |
| Prozesstemperatur | Hohe Temperatur (über Ac3) | Niedrige Temperatur (500–550°C) |
| Maßverzug | Höher durch Phasenumwandlung | Sehr gering |
| Nachbearbeitung | Schleifen meist erforderlich | Oft nicht erforderlich |
| Typische Anwendungen | Schwerlastzahnräder, Bergbaumaschinen | Präzisionszahnräder, Hochgeschwindigkeitssysteme |
Im Allgemeinen wird Einsatzhärten für hochbelastete Zahnräder mit tiefer Einsatzschicht bevorzugt, während Nitrieren besser geeignet ist, wenn minimale Verformung und hohe Maßgenauigkeit erforderlich sind.
Wie sich Zahnradverzug beim Härten minimieren lässt
Die Minimierung geometrischer Abweichungen ist entscheidend, um korrekte Zahnkontaktmuster sowie geringe NVH-Werte (Noise, Vibration, Harshness) zu gewährleisten.
Thermisches Management: Mehrstufige Vorwärmzyklen sorgen für eine gleichmäßige Temperaturverteilung auch bei komplexen Geometrien.
Abschreckdynamik: Präzise kontrollierte Abschreckmedien wie Polymerlösungen oder spezielle Härteöle reduzieren thermische Spannungen und Rissbildung.
Mechanische Fixierung: Pressabschreckverfahren können Verformungen bei dünnwandigen Zahnrädern deutlich reduzieren.
Bauteilsymmetrie: Eine ausgewogene Zahnradkonstruktion unterstützt eine gleichmäßige Wärmeverteilung und minimiert Restspannungen.
Geeignete Stähle für verschiedene Zahnrad-Härtungsverfahren
Die Wirksamkeit eines Wärmebehandlungsprozesses hängt stark von der chemischen Zusammensetzung der verwendeten Stähle ab.
Stähle für Einsatzhärten: Niedriglegierte Stähle wie AISI 8620, 20CrMnTi und AISI 9310 werden häufig für hohe Einsatzschichten und hohe Belastungen eingesetzt.
Stähle für Nitrieren: Stähle mit nitridbildenden Elementen wie 4140 oder 31CrMoV9 eignen sich besonders gut für Nitrierverfahren.
Stähle für Induktionshärten: Mittelgekohlte Stähle wie AISI 1045 oder 4340 bieten ausreichenden Kohlenstoffgehalt für schnelle Härtung ohne vorheriges Aufkohlen.
Zahnradprüfung: Messung von Härte und Einsatzschichttiefe
Eine sorgfältige Qualitätsprüfung ist notwendig, um die Wirksamkeit der Wärmebehandlung zu bestätigen.
Typische Prüfmethoden sind:
Mikrohärteprüfung: Vickers-Härteprüfung zur Analyse des Härteverlaufs und zur Bestimmung der effektiven Einsatzschichttiefe.
Rockwell-Härteprüfung (HRC): Standardisierte Messung der Oberflächenhärte von Einsatzgehärteten Zahnrädern.
Metallographische Analyse: Mikroskopische Untersuchung der Mikrostruktur zur Identifikation unerwünschter Gefüge.
Zerstörungsfreie Prüfung (NDT): Magnetpulverprüfung zur Erkennung von Oberflächen- und Untergrundrissen.
Warum Weforging für wärmebehandelte Zahnräder wählen
Eine zuverlässige Zahnrad-Wärmebehandlung erfordert präzise Kontrolle über Schmieden, Bearbeitung, Wärmebehandlung und Qualitätsprüfung.
Bei Weforging bieten wir eine integrierte Fertigungslösung für Industriezahnräder:
Integrierte Produktion – Schmieden, CNC-Bearbeitung, Wärmebehandlung und Inspektion aus einer Hand.
Engineering-Support – Erfahrung in Projekten für Bergbau, Bauindustrie und schwere OEM-Anwendungen.
Strenge Qualitätskontrolle – Materialrückverfolgbarkeit, Härteprüfung und Einsatzschichtkontrolle nach internationalen Standards.
Diese integrierte Fertigung gewährleistet gleichbleibende Leistung auch in anspruchsvollen Industrieanwendungen.
Fazit
Die richtige Wärmebehandlung von Zahnrädern ist entscheidend für Tragfähigkeit, Verschleißbeständigkeit und Lebensdauer von Industriegetrieben.
Durch die optimale Balance zwischen Oberflächenhärte und Kernzähigkeit können Hersteller Zahnräder produzieren, die auch unter extremen Betriebsbedingungen zuverlässig funktionieren.
Wenn Sie kundenspezifische Zahnräder oder präzisionsbearbeitete Komponenten benötigen, senden Sie uns gerne Ihre Zeichnungen für eine technische Bewertung und ein Angebot.