
Forging Inspection: How to Verify Quality Before Delivery
In industrial manufacturing, forging inspection is critical for ensuring reliability and long-term performance. However, components may pass basic inspection but still fail in real applications.
For OEM buyers and engineers, verifying forging quality before delivery is a practical way to reduce risk. A structured inspection process helps identify hidden defects and ensure consistent performance across batches.
This article explains how forging inspection works, how to verify quality, and how to evaluate a supplier’s inspection capability.

Why Forging Inspection Matters for OEM Buyers
Many forged components appear acceptable on the surface but still fail during operation. This is because internal defects or process inconsistencies cannot be detected visually. Forging inspection helps identify these hidden risks before parts are used in demanding industries such as construction machinery, mining equipment, and hydraulic systems.
For OEM buyers, insufficient forging inspection typically results in:
- Early component failure and reduced service life
- Increased warranty and maintenance costs
- Production delays due to unstable batch quality
In practice, forging inspection is not only about meeting specifications. It is about ensuring consistency and reducing long-term risk across production batches.
Common Forging Defects You Must Detect
Effective forging inspection starts with understanding common defects that affect strength and reliability.
Typical forging defects include:
- Cracks – caused by improper temperature or excessive stress
- Laps – metal folding during deformation
- Inclusions – impurities reducing material strength
- Porosity – internal voids affecting density
If not detected early, these defects can lead to failure in service. For more details, see our forging defects guide.
In practice, detection depends on appropriate forging inspection methods, such as UT or MT. Reliable inspection should always be a priority, especially for critical components.
Forging Inspection Methods: UT vs MT vs RT Explained
After identifying common forging defects, the next step is understanding how these defects are detected.
Different forging inspection methods are designed for different defect types. In practice, choosing the right method is more important than simply increasing the number of tests.
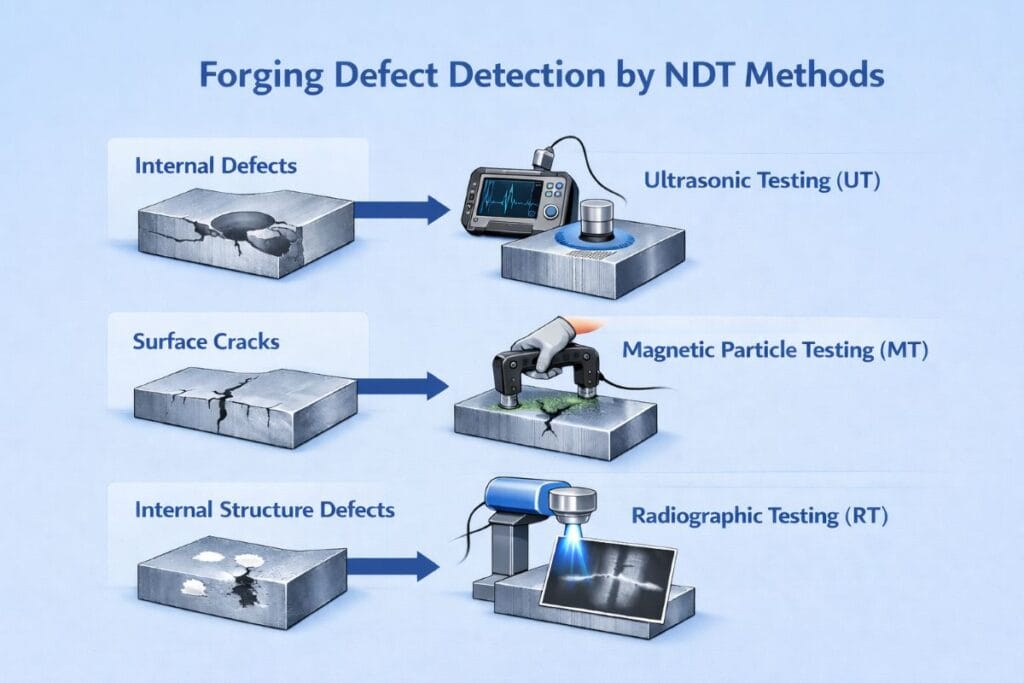
The most widely used forging NDT methods include:
- Ultrasonic Testing (UT) – for internal defects
- Magnetic Particle Testing (MT) – for surface cracks
- Radiographic Testing (RT) – for internal structure and porosity
Each method focuses on specific defect types.
In most cases, they are used together to ensure a more complete quality evaluation.
Ultrasonic Testing (UT): Internal Defects
Ultrasonic Testing (UT) is mainly used to detect internal defects such as cracks, inclusions, and discontinuities. It is especially suitable for large or load-bearing forgings where internal integrity is critical.
Key points:
- Detects internal defects
- High penetration and sensitivity
- Suitable for thick or critical components
However, UT requires experienced operators and is less effective for detecting surface defects.
Magnetic Particle Testing (MT): Surface Cracks
Magnetic Particle Testing (MT) is used to detect surface and near-surface cracks in ferromagnetic materials. It is commonly applied after forging or machining.
Key points:
- Detects surface cracks
- Fast and cost-effective
- Ideal for post-machining inspection
Its limitation is that it only works on magnetic materials and cannot detect internal defects.
Radiographic Testing (RT): Internal Structure
Radiographic Testing (RT) uses X-rays to visualize the internal structure of forgings. It is effective for detecting porosity, voids, and internal discontinuities.
Key points:
- Provides visual internal images
- Effective for porosity detection
- Suitable for complex structures
However, RT is relatively expensive and requires strict safety control.
UT vs MT vs RT: How to Choose
Each forging inspection method targets a specific type of defect:
- UT → internal defects
- MT → surface cracks
- RT → internal structure and porosity
In practice, these methods are often combined based on application requirements.
The table below compares UT vs MT vs RT in forging inspection:
Method | Detects | Best For | Limitations | Typical Use |
UT | Internal defects | Thick sections, critical components | Requires skilled operation | Internal inspection |
MT | Surface cracks | Ferromagnetic materials | Cannot detect internal defects | Post-machining inspection |
RT | Internal structure, porosity | Complex parts | Higher cost, safety requirements | Structure verification |
In most cases, UT is used for internal inspection, while MT is applied after machining for surface cracks. RT is used when internal structure verification is required.
Choosing the right combination ensures reliable quality before delivery, especially for critical components.
Forging Inspection Before Delivery: What to Check
Before delivery, forging inspection should follow a structured checklist to ensure that all critical aspects are verified. This is essential to verify forging quality and avoid downstream issues.
Key checks include:
- Material certification – verify composition and traceability
- Dimensional inspection – confirm tolerance and geometry
- Heat treatment verification – check hardness and properties
- NDT results – confirm absence of defects
- Surface condition – inspect cracks and deformation
A systematic inspection process significantly reduces risk after delivery.
Forging Inspection Standards and Requirements
Forging inspection is typically based on standards such as ASTM, EN/DIN, and ISO, which define testing methods and acceptance criteria. However, standards alone do not guarantee forging quality. Consistent execution, process control, and clear documentation are equally important.
In many OEM projects, additional requirements may apply, including stricter criteria, NDT methods like UT or MT, and full traceability. In practice, reliable forging inspection depends on both standard compliance and the supplier’s ability to implement it effectively.
Forging Quality Control Process from Raw Material to Final Inspection
Forging inspection is part of a complete quality control system. Control must be maintained throughout the entire production process.
Typical stages include:
- Raw material inspection
- Forging process control
- Heat treatment verification
- Machining inspection
- Final inspection before delivery
An integrated process ensures consistent quality and reduces variability.
How to Evaluate a Supplier’s Forging Inspection Capability
Evaluating a supplier’s forging inspection capability is critical for OEM buyers. It reflects overall manufacturing reliability.
Key evaluation points include:
- Complete inspection workflow
- Availability of inspection reports
- Full traceability
- Support for third-party inspection
A strong inspection system indicates a reliable supplier.
Forging Inspection Report: What Should Be Included
A forging inspection report supports technical and procurement decisions by ensuring transparency and traceability. It should confirm compliance while maintaining consistency across batches.
It typically includes:
- Material certification – composition, mechanical properties, and heat number traceability
- Dimensional inspection data – key dimensions and tolerances
- NDT results – UT, MT, or RT confirming internal and surface integrity
- Heat treatment records – hardness and process parameters
For critical components, batch identification, inspection standards, and third-party verification may also be required.
A clear inspection report improves communication and speeds up approval before delivery.
How Weforging Ensures Reliable Forging Inspection
At Weforging, forging inspection is integrated into the entire production process. From raw material to final delivery, each step is controlled and traceable to ensure stable quality.
Our quality control for forgings covers full inspection across all stages, supporting consistent results across batches.
Our inspection system focuses on:
✔ Full traceability – heat number tracking and production records for every part
✔ Process-level inspection – control during forging, heat treatment, and machining
✔ NDT capability – UT and MT applied based on component requirements
✔ Batch consistency – stable quality across different production lots
✔ Clear inspection reports – easy verification for OEM approval
This approach helps customers verify forging quality with confidence and reduce long-term risk.

Conclusion
Forging inspection is essential for ensuring product reliability, consistency, and long-term performance. For OEM buyers and engineers, verifying forging quality before delivery helps reduce risk, avoid unexpected failures, and maintain stable production.
In practice, reliable forging inspection depends not only on standards and methods, but also on consistent execution and full traceability throughout the manufacturing process. Choosing a supplier with strong inspection capability is key to achieving stable quality across batches.
If you have drawings or technical requirements, feel free to share them with us. We typically respond within 24 hours and are happy to discuss practical solutions based on your application.