
Material Traceability in Forging: How It Is Ensured
Material traceability in forging is the ability to track a component back to its original raw material and verify its properties. For OEM buyers and engineers, this is often more critical than price.
In industries such as mining, construction, and energy, unclear material origin can lead to serious quality risks, audit failures, and costly rework. Without a structured traceability system, it becomes difficult to ensure consistency across production.
This article explains how forging traceability is ensured in practice, including heat numbers, mill test certificates (MTC), and process control—helping buyers better evaluate supplier reliability.
Why Material Traceability Matters in Forging
Material traceability ensures that every forged component can be linked back to its raw material source and production history, supporting effective quality control and risk management.
For OEM buyers, traceability is a key indicator of supplier reliability.
Key benefits include:
- Quality verification: Ensure materials meet required specifications
- Root cause analysis: Identify defects and prevent recurrence
- Audit compliance: Meet OEM and international standards
- Batch consistency: Maintain stable performance across production
It also includes both backward traceability (part to material) and forward traceability (material to related parts), ensuring full visibility across the supply chain.
In critical applications, even minor inconsistencies can lead to failure. A strong traceability system helps control these risks.
What Is Material Traceability in Forging?
Material traceability in forging refers to tracking a component throughout its lifecycle—from raw material to final delivery. It connects material data, process records, and inspection results into a unified system.
A complete traceability system includes:
- Material identification (heat number)
- Process tracking (forging, machining, heat treatment)
- Inspection records (UT, MT, etc.)
- Final documentation
Traceability is not just record-keeping. It requires continuous identification and control at every stage to ensure data accuracy and reliability.
The Complete Traceability Process: From Raw Material to Delivery
A reliable forging traceability system depends on strict control at every stage of production. From raw material intake to final delivery, each step must preserve the link between the component and its original heat number.
Step 1: Raw Material Inspection & Tagging
When steel bars or billets arrive, inspectors first verify that the physical tag matches the heat number listed on the Mill Test Certificate (MTC). This is the starting point of traceability.
After verification, materials are clearly identified by:
- Applying color coding or physical tags
- Re-labeling if original markings are unclear
- Recording heat number data into the ERP system
This ensures that all incoming materials are correctly registered and traceable before entering production.

Step 2: Maintaining Traceability During Forging & Machining
During cutting and forging, materials are divided into smaller pieces. At this stage, the original heat number must be transferred and recorded on routing cards or production documents.
To maintain traceability throughout processing:
- Heat numbers are tracked at each operation step
- Batch mixing is strictly controlled
- Hard stamping or laser marking is applied on non-machined surfaces after forging
This step is critical, as most traceability failures occur during material transformation.
Step 3: Heat Treatment & Final Testing
Heat treatment must always be performed by batch to avoid mixing materials with different properties.
To ensure consistency and verification:
- Components are processed together with test blocks from the same heat
- Mechanical tests (tensile, impact) are conducted on test samples
- Non-destructive testing (UT, MT) results are recorded and linked to the batch
These records confirm that the final product meets required mechanical and quality standards.

Step 4: Documentation & Final Delivery
Before delivery, all traceability-related data is compiled into a final quality dossier.
This typically includes:
- Original Mill Test Certificate (MTC)
- Heat treatment charts
- Dimensional inspection reports
- NDT (UT / MT) records
This documentation ensures that every delivered component can be fully traced back to its material origin and production history.
Two Key Concepts in Steel Traceability
What Is a Heat Number in Steel?
A heat number can be understood as the “DNA” of steel. It is a unique identifier assigned by the steel mill during a single melting process.
All materials produced under the same heat number share identical chemical composition, which makes it the foundation of material traceability.
In forging, the heat number is used to:
- Link raw material to its chemical and mechanical properties
- Ensure consistency across all parts produced from the same batch
- Support quality verification and audit requirements
If the heat number is lost or incorrectly transferred during production, the traceability chain is broken, making it difficult to verify compliance or identify defects.

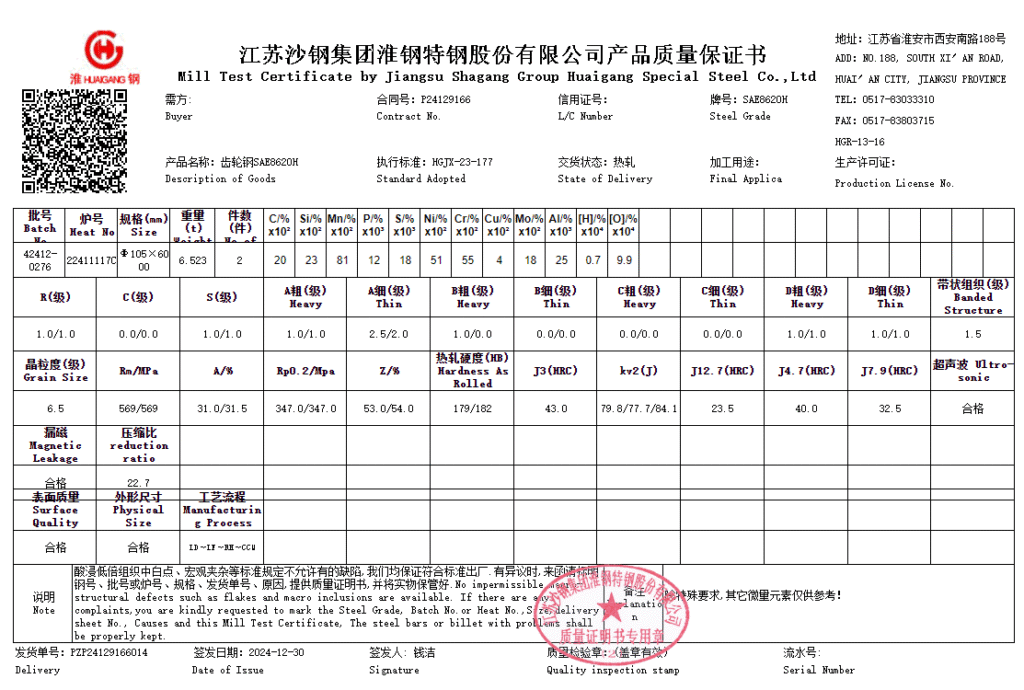
What Is a Mill Test Certificate (MTC)?
A Mill Test Certificate (MTC), usually issued as EN 10204 Type 3.1, is an official document from the steel mill that confirms material properties and compliance.
It typically includes:
- Chemical composition (C, Mn, S, P, and alloy elements)
- Mechanical properties (yield strength, tensile strength, elongation)
- Heat number
- Applicable standards (ASTM, EN, ISO)
The MTC is the starting point of material traceability. All production records must link to it. Without a valid MTC, traceability cannot be reliably ensured.
Before production, materials are usually verified by testing samples and comparing the results with MTC data to confirm consistency.
How Traceability Is Maintained During Production
Maintaining material traceability during forging can be challenging due to high temperatures, multiple processes, and frequent material movement. Without proper control, markings may be lost or materials may be mixed between batches.
To ensure stable traceability, manufacturers typically rely on the following practices:
- Physical marking (stamping or tagging): Heat numbers are marked on materials to keep identification clear and visible
- Process routing control: Routing cards are linked with drawings, cutting orders, and inspection records to ensure full traceability and data consistency
- ERP system tracking: Heat numbers are connected with process and inspection records through digital systems
- Process verification: Material identity is checked before each production step
By combining physical marking with system-based management, manufacturers can ensure that material information remains accurate and traceable throughout the entire production process.
Material Traceability Standards: ASTM, EN, ISO
Material traceability in forging must comply with international standards such as ISO, EN, and ASTM. These standards define requirements for material identification, certification, and process control.
Key standards include:
- ISO 9001:Requires traceability within quality management systems
- EN 10204 (3.1 / 3.2):Defines material certification and inspection documents
- ASTM standards (e.g., ASTM A788):Specify requirements for steel forging traceability
To meet these requirements, manufacturers must ensure:
- Complete and accurate material documentation (MTC)
- Clear heat number identification throughout production
- Traceable process and inspection records
If these requirements are not met, it may lead to audit issues, rejected parts, or loss of supplier qualification.
Common Traceability Problems in Forging
Even with well-established systems, traceability in forging can fail if not carefully managed at every stage. Two of the most common issues occur during heat treatment and machining.
- Issue 1: Loss of identification during heat treatment
High temperatures in furnaces can burn off surface markings or make them unreadable.
Solution: Use heat-resistant inks, deep stamping, or permanent marking methods that can withstand thermal processes. - Issue 2: Removal of markings during machining
During machining, original forged surfaces—including stamped heat numbers—may be removed.
Solution: Define protected marking zones in the drawing (avoiding machining surfaces), or reapply identification immediately after machining using laser marking.
In addition, poor batch control and incomplete documentation can also compromise traceability. These risks can be minimized through standardized workflows, clear marking procedures, and strict internal audits.
Conclusion
that ensures quality, consistency, and accountability throughout production. By linking raw materials, processes, and inspection data, manufacturers can provide full transparency and reliable performance.
For OEM buyers and engineers, traceability is a key factor in supplier evaluation. It supports compliance, enables faster issue analysis, and reduces risk in critical applications where material reliability is essential.
If you have a project where traceability matters, feel free to share your drawings or requirements. We’re happy to review and provide practical feedback based on real production experience.