
Wie Oberflächenrauheit die Leistung bearbeiteter Bauteile beeinflusst
Die Oberflächenrauheit beeinflusst weit mehr als nur das Erscheinungsbild eines bearbeiteten Bauteils. In Bereichen wie Schwermaschinen, Hydrauliksystemen und rotierenden Komponenten kann eine ungeeignete Oberflächenqualität zu Dichtungsproblemen, instabilen Lagerbedingungen, erhöhtem Verschleiß oder einer verkürzten Lebensdauer führen. Deshalb werden in OEM-Zeichnungen häufig spezifische Rauheitswerte (Ra) definiert – insbesondere für Lagersitze, Dichtflächen und andere funktionskritische Bereiche.
In der industriellen Fertigung hilft eine stabile Kontrolle der Oberflächenrauheit dabei, die Bearbeitungskonsistenz zu verbessern, Montageprobleme zu reduzieren und die langfristige Zuverlässigkeit von Komponenten sicherzustellen. Dieser Artikel erklärt die wichtigsten Ra-Werte, typische Bearbeitungsverfahren sowie den Einfluss der Oberflächenrauheit auf die Leistung bearbeiteter Bauteile.
Was ist Oberflächenrauheit in der CNC-Bearbeitung?
Die Oberflächenrauheit beschreibt die feinen Bearbeitungsspuren und Mikrostrukturen, die nach dem Fräsen, Drehen oder Schleifen auf einer Werkstückoberfläche verbleiben. Selbst präzise CNC-bearbeitete Flächen sind mikroskopisch betrachtet nicht vollständig glatt, und diese kleinen Oberflächenstrukturen können die Leistung eines Bauteils im Betrieb direkt beeinflussen.
Typische Faktoren, die die Oberflächenrauheit beeinflussen, sind:
- Schnittgeschwindigkeit
- Vorschubrate
- Werkzeugzustand
- Maschinenvibrationen
- Materialhärte
- Stabilität des Kühlschmierstoffs
Der am häufigsten verwendete Parameter ist der Ra-Wert. Grundsätzlich gilt: Je niedriger der Ra-Wert, desto glatter die Oberfläche.
Bei geschmiedeten und bearbeiteten Komponenten kann die Oberflächenrauheit Einfluss haben auf:
- Dichtleistung
- Verschleißverhalten
- Schmierfilmstabilität
- Montagegenauigkeit
- Ermüdungsfestigkeit
Besonders relevant ist dies bei Lagersitzen, Wellen, Zahnrädern und hydraulischen Dichtflächen.
Oberflächenqualität vs. Oberflächenrauheit – Wo liegt der Unterschied?
In der industriellen Fertigung werden diese beiden Begriffe oft verwechselt, beschreiben jedoch unterschiedliche Aspekte einer Oberfläche.
Die Oberflächenrauheit bezieht sich hauptsächlich auf die feinen Bearbeitungsspuren einer Oberfläche und wird üblicherweise über den Ra-Wert gemessen.
Die Oberflächenqualität ist dagegen ein umfassenderer Begriff und beinhaltet zusätzlich:
- Oberflächenstruktur
- Bearbeitungsbild
- Welligkeit
- Allgemeine Bearbeitungsqualität
In OEM-Zeichnungen werden Ra-Werte häufig verwendet, um folgende Anforderungen sicherzustellen:
- zuverlässige Abdichtung
- präzise Montage
- geringe Reibung
- hohe Verschleißfestigkeit
- stabile Dauerfestigkeit
Niedrigere Ra-Werte erfordern in der Regel zusätzliche Feinbearbeitungsprozesse wie Schleifen, Honen oder Läppen.
| Merkmal | Oberflächenrauheit | Oberflächenqualität |
|---|---|---|
| Bedeutung | Mikrostruktur der Oberfläche | Gesamtzustand der Oberfläche |
| Messgröße | Ra-Wert | Umfasst Rauheit & Textur |
| Typischer Einsatz | Bearbeitungsprüfung | OEM-Zeichnungsanforderungen |
Warum Oberflächenrauheit bei bearbeiteten Bauteilen wichtig ist
Bearbeitete Komponenten werden häufig in Anwendungen mit hoher Belastung eingesetzt, bei denen die Oberflächenqualität die Leistung direkt beeinflusst.
Selbst bei guter Materialqualität und hoher Bearbeitungsgenauigkeit kann eine ungeeignete Oberflächenrauheit langfristig zu Problemen führen.
Typische Auswirkungen einer schlechten Oberflächenqualität sind:
- erhöhte Reibung
- Dichtungsleckagen
- instabile Schmierung
- schnellerer Verschleiß
- schlechte Montagepassung
Für OEM-Komponenten ist eine stabile Kontrolle der Oberflächenrauheit wichtig, um Bearbeitungsqualität, Dichtleistung und langfristige Zuverlässigkeit sicherzustellen.
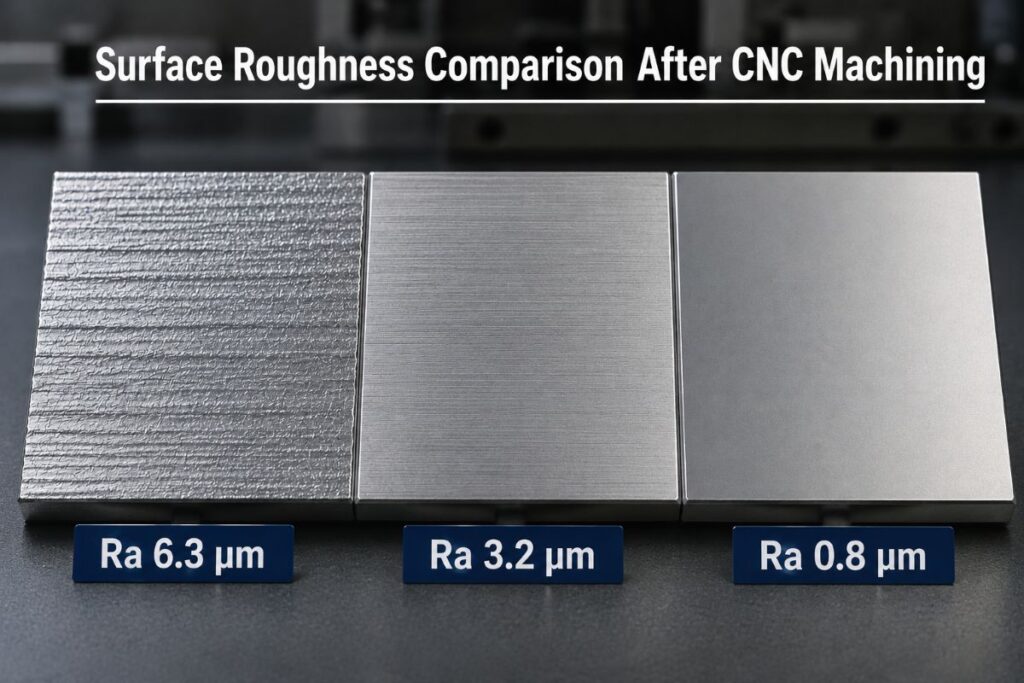
Welche Oberflächenrauheit (Ra) ist für bearbeitete Bauteile geeignet?
Unterschiedliche Anwendungen benötigen unterschiedliche Rauheitswerte. Allgemeine Bearbeitungsflächen tolerieren meist höhere Ra-Werte, während Dichtflächen und Lagersitze deutlich feinere Oberflächen erfordern.
| Einsatzbereich | Empfohlener Ra-Wert |
|---|---|
| Allgemeine bearbeitete Bauteile | Ra 3,2–6,3 μm |
| Lagersitze | Ra 0,8–1,6 μm |
| Hydraulische Dichtflächen | Ra 0,4–1,6 μm |
Die tatsächliche Auswahl hängt unter anderem ab von:
- Belastung
- Drehgeschwindigkeit
- Schmierungsbedingungen
- Dichtungsanforderungen
- OEM-Zeichnungsvorgaben
Unterschiedliche Prozesse für unterschiedliche Rauheitswerte
Je niedriger die gewünschte Oberflächenrauheit ist, desto höher sind normalerweise die Anforderungen an Bearbeitung, Werkzeugkontrolle und Nachbearbeitung.
Allgemeine CNC-Bearbeitung erreicht häufig Ra 3,2–6,3 μm. Niedrigere Werte benötigen zusätzliche Feinbearbeitungsschritte.
Referenz: Rauheit, Verfahren und Kosten
| Ra-Wert | Typischer Prozess | Typische Maschine | Nachbearbeitung | Relative Kosten |
|---|---|---|---|---|
| Ra 6,3 μm | Grobdrehen | CNC-Drehmaschine | Keine / Standardbearbeitung | Niedrig |
| Ra 3,2 μm | Feinbearbeitung / Fräsen | CNC-Bearbeitungszentrum | Feinschnitt | Niedrig–Mittel |
| Ra 1,6 μm | Schleifen | Rundschleifmaschine | Präzisionsschleifen | Mittel |
| Ra 0,8 μm | Präzisionsschleifen | CNC-Schleifmaschine | Feinschleifen / Polieren | Mittel–Hoch |
| Unter Ra 0,4 μm | Honen / Läppen | Honmaschine | Superfinish | Hoch |
Niedrigere Ra-Werte führen häufig zu:
- längeren Bearbeitungszeiten
- höheren Werkzeuganforderungen
- zusätzlicher Qualitätsprüfung
- höheren Fertigungskosten
Besonders bei Dichtflächen und rotierenden Komponenten sind engere Rauheitsanforderungen oft entscheidend für die Bauteilleistung.
Wie beeinflusst Oberflächenrauheit die Ermüdungsfestigkeit?
Die Oberflächenrauheit hat direkten Einfluss auf die Ermüdungsfestigkeit bearbeiteter Bauteile. In Anwendungen mit hoher Belastung können raue Oberflächen mikroskopische Spannungskonzentrationen erzeugen.
Mit der Zeit können diese Bereiche zu Mikrorissen führen und die Lebensdauer eines Bauteils verkürzen.
Besonders relevant ist dies bei:
- geschmiedeten Wellen
- Zahnrädern
- Lagersitzen
- rotierenden Komponenten
Eine präzisere Oberflächenbearbeitung nach dem CNC-Prozess hilft häufig dabei, die langfristige Zuverlässigkeit zu verbessern.
Oberflächenrauheitsmessung bei bearbeiteten Komponenten
Die Messung der Oberflächenrauheit ist ein wichtiger Bestandteil der Qualitätskontrolle in der industriellen Fertigung. Profilometer und Rauheitsmessgeräte werden häufig eingesetzt, um Ra-Werte vor dem Versand zu überprüfen.
Eine stabile Rauheitsprüfung unterstützt Hersteller dabei:
- Bearbeitungsqualität zu verifizieren
- Montageprobleme zu reduzieren
- OEM-Anforderungen einzuhalten
- Qualitätsrückverfolgbarkeit sicherzustellen
In vielen industriellen Anwendungen wird die Rauheitsprüfung zusammen mit Maßprüfung und Härteprüfung durchgeführt.
Oberflächenrauheitsmessung mit Mitutoyo-Messgeräten
Mitutoyo-Rauheitsmessgeräte werden häufig verwendet, um stabile und reproduzierbare Messergebnisse sicherzustellen. Im Vergleich zu rein visuellen Prüfungen bieten taktile Messgeräte deutlich genauere und konsistentere Ergebnisse.
Vorteile von Mitutoyo-Rauheitsmessgeräten
| Vorteil | Nutzen |
|---|---|
| Präzise Ra-Messung | Höhere Prüfgenauigkeit |
| Wiederholbare Ergebnisse | Geringere Qualitätsabweichungen |
| Mobile Prüfung | Flexible Werkstattanwendung |
Besonders bei Lagersitzen, Dichtflächen und anderen Präzisionsbereichen ist die Rauheitsprüfung ein wichtiger Bestandteil der Qualitätskontrolle.
Fazit
Die Oberflächenrauheit ist weit mehr als nur ein Bearbeitungsparameter. Sie beeinflusst direkt die Dichtleistung, Verschleißfestigkeit, Ermüdungslebensdauer und Montagegenauigkeit bearbeiteter Komponenten.
Unterschiedliche Anwendungen erfordern unterschiedliche Oberflächenanforderungen. Daher sind die richtige Kombination aus CNC-Bearbeitung, Schleifen, Honen und Qualitätsprüfung entscheidend für die Leistung eines Bauteils.
Für OEM-Bauteile in Bereichen wie Bergbau, Energie, Hydraulik und Schwermaschinen trägt eine stabile Kontrolle der Oberflächenrauheit wesentlich zur langfristigen Zuverlässigkeit und Produktionskonsistenz bei.