
What Is Upset Forging?
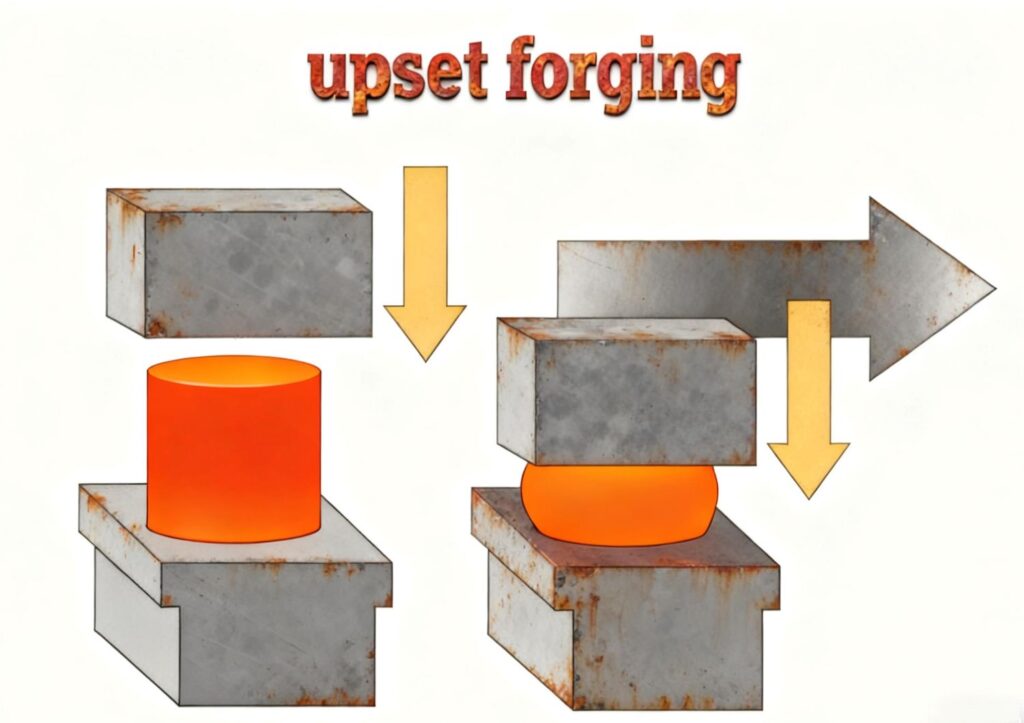
Upset forging, also known as heading or upsetting, is a precision metal-forming process used to enlarge the cross-sectional area of a heated billet by compressing it along its axis. This method refines the grain structure, increases strength, and improves dimensional uniformity. Unlike open die forging or closed die forging, upsetting in forging focuses on controlled deformation within short sections of a workpiece, making it ideal for producing shafts, bolts, flanges, and couplings that require enhanced toughness and axial strength. The upset forging process plays a vital role in industries such as automotive, energy, and heavy machinery, where structural reliability and consistent quality are essential.
Upset Forging Process
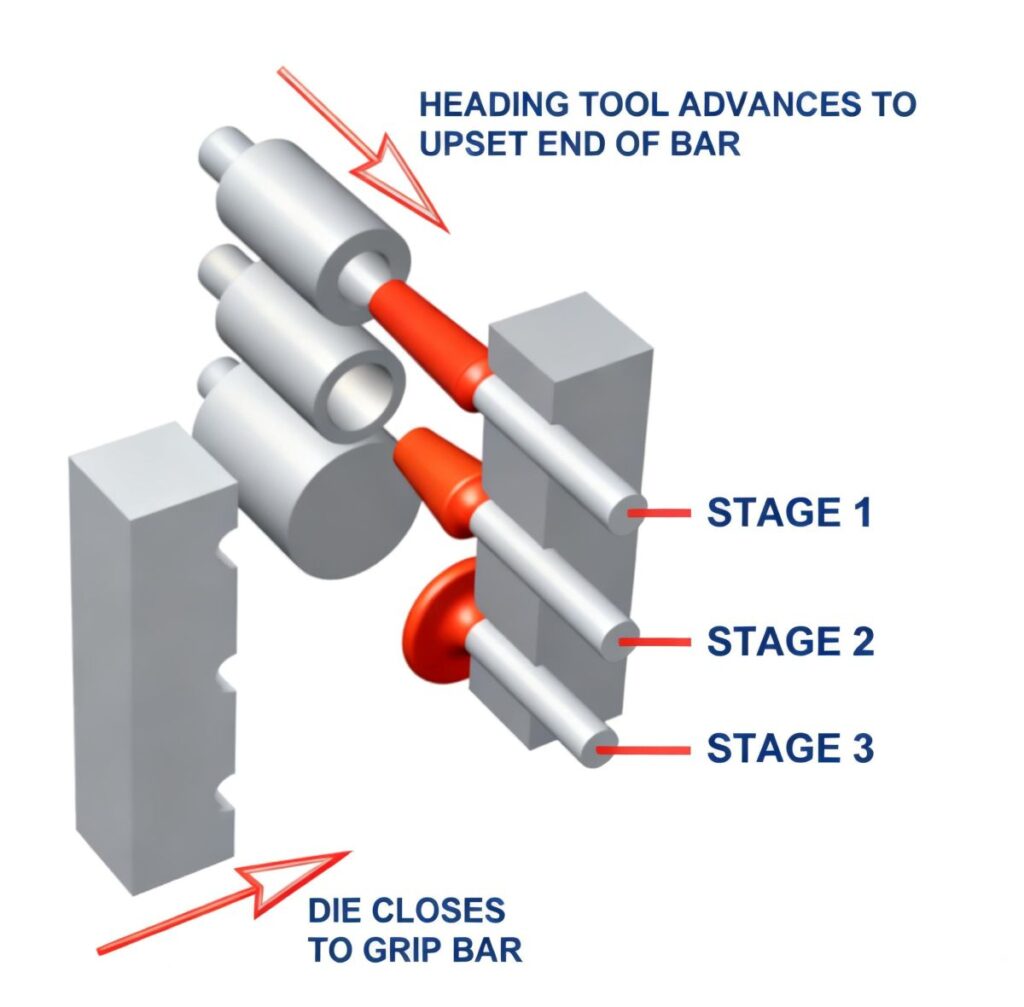
The upset forging process starts by heating alloy or carbon steel billets to 1,050°C–1,250°C under controlled conditions. Once the billet reaches forging temperature, it is clamped in precision dies and axially compressed using hydraulic or mechanical presses. This controlled pressure causes the metal to flow outward, refining the grain structure and increasing density. Meanwhile, temperature and pressure are continuously monitored to ensure uniform deformation and material integrity. After forging, heat treatments such as normalizing, quenching, and tempering further enhance strength and toughness. Finally, CNC machining ensures dimensional accuracy, smooth surfaces, and precise geometry. This combination of steps makes upset forging ideal for producing flanges, bolts, and drive shafts with excellent consistency and performance.
Typical Parts Made by Upset Forging
Upset forging is commonly used to manufacture:
Drive shafts
Connecting rods
Bar-end components
These parts benefit from improved grain flow and higher fatigue resistance compared with machined components.
Advantages of Upset Forging
Upset forging offers several key advantages for industrial manufacturing:
Improved grain flow alignment for higher strength
Enhanced fatigue and impact resistance
Better dimensional stability and repeatability
Reduced material waste through near-net-shape forming
Improved efficiency for medium- to high-volume production
Combined with controlled heat treatment and CNC machining, upset forged components achieve stable quality and long service life.

When to Use Upset Forging
Upset forging is typically selected when:
Parts require increased cross-sectional strength
High fatigue resistance is needed
Material utilization must be improved
Dimensional consistency is critical for OEM production
Reliable batch repeatability is required
This makes upset forging ideal for structural and power-transmission components.
Suitable Materials for This Forming Process
Common materials include:
1045 (C45 Medium Carbon Steel) – used for shafts and structural parts
4140 / 42CrMo – high strength and fatigue resistance
Alloy steels (40Cr, 35CrMo) – stable performance and good hardenability
Stainless steels (304, 316, 410) – corrosion resistance for valves and marine parts
Warm-forging grades – designed for controlled deformation and improved accuracy
Material selection depends on service conditions and heat treatment requirements.
Applications of Upset Forging
Upset forging is widely used in industries that require high-strength and dimensionally stable components. Typical application fields include:
Automotive industry
Agricultural and construction machinery
Energy and power transmission systems
Heavy machinery and industrial equipment
Aerospace and engineering applications
These industries rely on upset forging to produce durable components with reliable mechanical performance and consistent quality.
Upset Forging vs Cold Heading
Upset forging and cold heading are similar forming methods but differ in processing conditions.
Upset forging is usually performed at elevated temperatures, improving grain flow and toughness for heavy-duty parts.
Cold heading is performed at room temperature and is mainly used for small fasteners with high production speed.
In general, upset forging is chosen when higher strength and structural reliability are required, while cold heading is preferred for high-efficiency production of smaller parts.
Upset Forging vs Other Forging Methods
Forging Method | Key Characteristics | Advantages | Limitations |
Open Die Forging | Metal deforms freely under repeated hammering; suitable for large custom parts. | Flexible shaping, good for oversized or unique geometries. | Lower precision, inconsistent dimensions, more post-machining needed. |
Closed Die Forging | Metal fills enclosed dies to form complex shapes with high detail. | Excellent repeatability, ideal for intricate parts and mass production. | Higher tooling costs, limited size range, slower setup. |
Upset Forging | Metal compressed axially to expand diameter; deformation confined locally. | Superior control, uniform grain flow, reduced waste, high material utilization, best for shafts, flanges, bolts. | Less suitable for complex shapes compared to closed die forging. |
Upset Forging Capability at Weforging
At Weforging, upset forging is integrated with:
Controlled heating systems
Precision die design
Dimensional inspection and traceability
This integrated process ensures consistent OEM-quality components for demanding industrial applications.
Conclusion
Upset forging remains a reliable solution for producing high-strength components with excellent dimensional stability and mechanical performance. By combining controlled forging, heat treatment, and machining, manufacturers can achieve durable parts suitable for heavy-duty applications.
If you are looking for a trusted forging partner, Weforging provides complete solutions from forging and CNC machining to final inspection, supporting OEM projects worldwide.