
CNC-Oberflächenqualität Leitfaden: Ra-Werte, Normen und Anwendungen
Die Oberflächenqualität spielt eine entscheidende Rolle für die Leistung, Zuverlässigkeit und Lebensdauer von CNC-bearbeiteten Bauteilen.
In Branchen wie Bergbau, Hydrauliksystemen, Industriegetrieben, Landmaschinen und Schwerlastanlagen werden Anforderungen an die Oberflächenqualität häufig direkt in technischen Zeichnungen festgelegt.
Eine geeignete Oberflächenqualität verbessert die Dichtwirkung, reduziert Reibung und Verschleiß, erhöht die Ermüdungsfestigkeit und sorgt für eine stabile Montage. Gleichzeitig führt eine feinere Oberfläche in der Regel zu zusätzlichen Bearbeitungsschritten und höheren Fertigungskosten.
Dieser Leitfaden erläutert gängige Ra-Werte, Oberflächennormen, Bearbeitungsmöglichkeiten, Prüfverfahren und den Einfluss der Oberflächenqualität auf die Funktion CNC-gefertigter Bauteile in industriellen Anwendungen.
Was ist eine CNC-Oberflächenqualität?
Die Oberflächenqualität beschreibt die Beschaffenheit und Qualität einer bearbeiteten Oberfläche nach dem Fertigungsprozess. Auch wenn eine Oberfläche mit bloßem Auge glatt erscheint, bleiben mikroskopische Spitzen und Täler bestehen.
Diese Oberflächenunregelmäßigkeiten entstehen durch Bearbeitungsverfahren wie:
- CNC-Drehen
- CNC-Fräsen
- Schleifen
- Honen
- Läppen
Der am häufigsten verwendete Kennwert zur Bewertung der Oberflächenqualität ist die Rauheit Ra (arithmetischer Mittenrauwert).
Mehrere Faktoren beeinflussen die resultierende Oberflächenqualität eines Bauteils:
- Schnittgeschwindigkeit
- Vorschub
- Werkzeuggeometrie
- Werkzeugverschleiß
- Maschinensteifigkeit
- Werkstoffhärte
- Stabilität der Kühlschmierstoffversorgung
Ein stabiler Bearbeitungsprozess gewährleistet eine gleichbleibende Oberflächenqualität über verschiedene Fertigungschargen hinweg.
Oberflächenqualität vs. Oberflächenrauheit
Obwohl beide Begriffe häufig synonym verwendet werden, beschreiben sie unterschiedliche Eigenschaften.
| Merkmal | Oberflächenrauheit | Oberflächenqualität |
|---|---|---|
| Definition | Mikroskopische Struktur einer Oberfläche | Gesamte Oberflächenbeschaffenheit |
| Messgröße | Ra-, Rz- oder Rt-Werte | Umfasst Rauheit, Welligkeit und Oberflächenstruktur |
| Typische Verwendung | Qualitätsprüfung und Kontrolle | Technische Spezifikation |
| Zeichnungsanforderung | Rauheitswert | Vollständige Oberflächenanforderung |
Die Oberflächenrauheit ist nur ein Bestandteil der Oberflächenqualität. Zur Oberflächenqualität gehören zusätzlich Welligkeit, Strukturverlauf und weitere Merkmale, die die Funktion beeinflussen.
Bei CNC-gefertigten Komponenten wird in technischen Zeichnungen meist ein bestimmter Ra-Wert angegeben, um die geforderte Oberflächenqualität festzulegen.
Häufige Ra-Werte und ihre Anwendungen
Je nach Funktion des Bauteils werden unterschiedliche Oberflächenqualitäten benötigt.
| Ra-Wert | Typische Oberflächenqualität | Häufige Anwendungen |
|---|---|---|
| Ra 6,3 μm | Grobe Bearbeitung | Strukturbauteile, Halterungen |
| Ra 3,2 μm | Standardqualität | Allgemeine CNC-Bauteile |
| Ra 1,6 μm | Feine Oberfläche | Zahnradrohlinge, Wellenzapfen |
| Ra 0,8 μm | Präzisionsoberfläche | Lagersitze, Hydraulikkomponenten |
| Ra 0,4 μm | Hochpräzisionsoberfläche | Dichtflächen |
| Ra 0,2 μm | Ultrafeine Oberfläche | Präzisionshydrauliksysteme |
Für die meisten industriellen Anwendungen bietet Ra 3,2 μm ein ausgewogenes Verhältnis zwischen Fertigungskosten und funktionaler Leistung.
Tabelle der CNC-Oberflächenqualitäten
Die erreichbare Oberflächenqualität hängt maßgeblich vom verwendeten Bearbeitungsverfahren ab.
| Fertigungsverfahren | Typischer Ra-Bereich |
|---|---|
| Schruppdrehen | 6,3 – 12,5 μm |
| Fertigdrehen | 1,6 – 3,2 μm |
| Fräsen | 1,6 – 6,3 μm |
| Flachschleifen | 0,4 – 1,6 μm |
| Rundschleifen | 0,2 – 0,8 μm |
| Honen | 0,1 – 0,8 μm |
| Läppen | 0,05 – 0,4 μm |
Mit sinkendem Ra-Wert steigen in der Regel Bearbeitungsaufwand, Prüfanforderungen und Produktionskosten.
Beispielsweise kann für Ra 0,8 μm oft Präzisionsschleifen erforderlich sein, während Ra 0,4 μm oder feiner häufig durch Honen oder Läppen erreicht wi
Oberflächensymbole in technischen Zeichnungen
Anforderungen an die Oberflächenqualität werden üblicherweise mithilfe von Symbolen gemäß ISO 1302 dargestellt.
Diese Symbole enthalten wichtige Informationen wie:
- Geforderter Ra-Wert
- Materialabtrag erforderlich oder nicht
- Oberflächenstrukturverlauf
- Zusätzliche Bearbeitungshinweise
Typische Beispiele:
| Zeichnungsanforderung | Typische Anwendung |
|---|---|
| Ra 3,2 | Allgemeine Bearbeitungsflächen |
| Ra 1,6 | Präzisionspassungen |
| Ra 0,8 | Lagersitze |
| Ra 0,4 | Hydraulische Dichtflächen |
Das Verständnis dieser Symbole hilft Herstellern, bereits vor Produktionsbeginn geeignete Bearbeitungs- und Prüfverfahren festzulegen.
Welche Oberflächenqualität können verschiedene Bearbeitungsverfahren erreichen?
Verschiedene Fertigungsverfahren erzeugen unterschiedliche Oberflächenstrukturen. Der erreichbare Ra-Wert hängt von Werkzeugen, Schnittbedingungen, Werkstoffeigenschaften und Bearbeitungsstrategie ab.
Je niedriger der geforderte Rauheitswert, desto mehr zusätzliche Bearbeitungsschritte sind meist erforderlich, was Bearbeitungszeit und Kosten erhöht.
CNC-Drehen
CNC-Drehen wird häufig für Wellen, Buchsen, Flansche und Lagergehäuse eingesetzt.
Unter normalen Bearbeitungsbedingungen werden typischerweise Oberflächenqualitäten zwischen Ra 1,6 und 6,3 μm erreicht.
Für viele allgemeine Maschinenbauteile genügt Ra 3,2 μm, ohne dass zusätzliche Nachbearbeitungen erforderlich sind.
CNC-Fräsen
CNC-Fräsen wird häufig für Strukturbauteile, Gehäuse und Zahnradrohlinge verwendet.
Abhängig von Werkzeuggeometrie und Prozessparametern werden üblicherweise Oberflächenqualitäten zwischen Ra 1,6 und 3,2 μm erzielt.
Gefräste Oberflächen bieten oft einen guten Kompromiss zwischen Fertigungseffizienz und Maßgenauigkeit.
Schleifen
Wenn besonders glatte Oberflächen benötigt werden, wird häufig nach der CNC-Bearbeitung geschliffen.
Typische Schleifprozesse erreichen Rauheitswerte von Ra 0,4 bis 1,6 μm und eignen sich für Lagerflächen, Wellenzapfen und hochpräzise Funktionsflächen.
Viele rotierende Präzisionskomponenten werden ausschließlich geschliffen, um Oberflächenqualität und Montageverhalten zu verbessern.
Honen und Läppen
Honen und Läppen kommen zum Einsatz, wenn extrem glatte Oberflächen gefordert sind.
Mit diesen Verfahren lassen sich Oberflächenqualitäten von Ra 0,05 bis 0,8 μm erzielen.
Typische Anwendungen sind Hydraulikzylinder, Dichtflächen, Präzisionsventile und Bauteile mit besonders hohen Anforderungen an Dichtheit und Reibungsverhalten.
Einfluss der Oberflächenqualität auf die Bauteilleistung
Die Oberflächenqualität beeinflusst weit mehr als nur das Erscheinungsbild eines Bauteils. Sie wirkt sich direkt auf Dichtheit, Verschleißverhalten, Ermüdungsfestigkeit und Montagequalität aus.
Dichtwirkung
- Glattere Oberflächen reduzieren Leckagepfade.
- Zu hohe Rauheit kann mikroskopische Undichtigkeiten verursachen.
- Besonders wichtig bei Hydraulik- und Pneumatiksystemen.
Verschleißbeständigkeit
- Die Oberflächenqualität beeinflusst Reibung und Kontaktbedingungen.
- Raue Oberflächen können den Verschleiß beschleunigen.
- Relevant für Lagerstellen, Wellenzapfen und Zahnradkontaktflächen.
Ermüdungsfestigkeit
- Bearbeitungsspuren können als Spannungskonzentrationen wirken.
- Unter zyklischer Belastung können Ermüdungsrisse entstehen.
- Hochbeanspruchte Komponenten benötigen oft strengere Anforderungen an die Oberflächenqualität.
Montagegenauigkeit
- Gleichmäßige Oberflächen verbessern Passung und Montageverhalten.
- Schlechte Oberflächen können Vibrationen, ungleichmäßige Belastungen und vorzeitigen Verschleiß verursachen.
- Besonders wichtig bei Präzisionsbaugruppen und Lagergehäusen.
Wie wird die Oberflächenqualität gemessen?
Die Prüfung der Oberflächenqualität ist ein wichtiger Bestandteil der Qualitätssicherung.
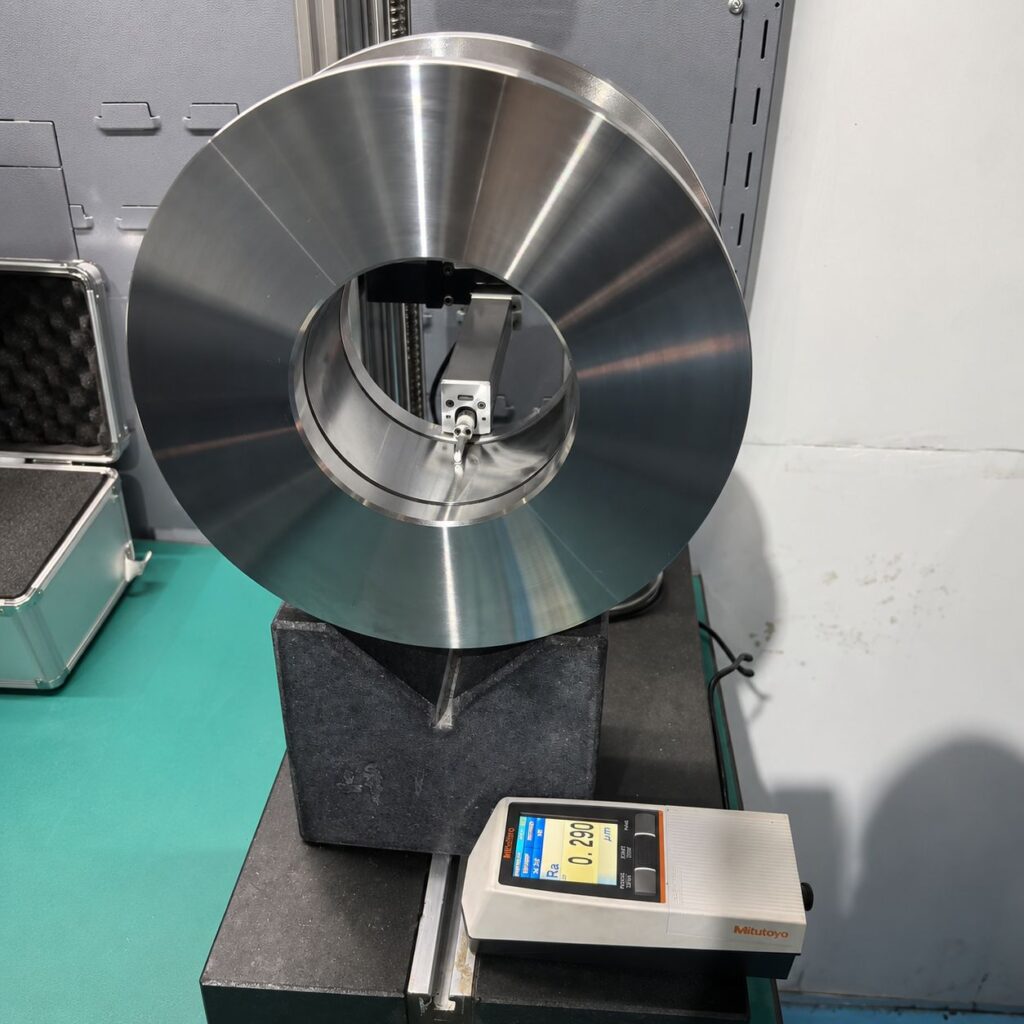
Zur Messung von Ra-Werten werden in der Industrie überwiegend taktile Rauheitsmessgeräte eingesetzt.
Typische Messgeräte sind:
- Mitutoyo Rauheitsmessgeräte
- Taylor Hobson Profilometer
- Tragbare Rauheitsmessgeräte
Ein typischer Prüfablauf umfasst:
- Reinigung der Oberfläche
- Kalibrierung des Messgeräts
- Messung an mehreren Positionen
- Datenerfassung
- Erstellung des Prüfberichts
Im Vergleich zur visuellen Beurteilung liefern instrumentelle Messungen deutlich zuverlässigere und reproduzierbare Ergebnisse.
Anforderungen an die Oberflächenqualität von Schmiede- und CNC-Bauteilen
Unterschiedliche Komponenten erfordern unterschiedliche Oberflächenqualitäten.
| Bauteiltyp | Typischer Ra-Wert |
|---|---|
| Geschmiedete Buchsen | Ra 1,6 – 3,2 μm |
| Wellenzapfen | Ra 0,8 – 1,6 μm |
| Lagersitze | Ra 0,4 – 0,8 μm |
| Hydraulikflächen | Ra 0,2 – 0,8 μm |
| Zahnradrohlinge | Ra 1,6 – 3,2 μm |
| Präzisionsrotationsbauteile | Ra 0,4 – 1,6 μm |
Bei OEM-Anwendungen ist die Prüfung der Oberflächenqualität häufig Bestandteil der Endkontrolle.
Warum die Kontrolle der Oberflächenqualität in der OEM-Fertigung wichtig ist
Die Oberflächenqualität ist weit mehr als eine Zeichnungsvorgabe. Sie beeinflusst unmittelbar die Dichtwirkung, Verschleißbeständigkeit, Ermüdungsfestigkeit und die Montagezuverlässigkeit eines Bauteils.
Die Wahl des richtigen Ra-Wertes hilft Herstellern dabei, die optimale Balance zwischen Funktionalität und Fertigungskosten zu erreichen.
Durch die Kombination geeigneter Bearbeitungsverfahren mit zuverlässigen Prüfmethoden können Hersteller eine gleichbleibende Qualität über alle Produktionschargen hinweg sicherstellen.
Für geschmiedete und CNC-bearbeitete Komponenten bleibt eine kontrollierte Oberflächenqualität ein wesentlicher Faktor für langfristige Zuverlässigkeit und OEM-Qualitätssicherung.
Fazit
Die Oberflächenrauheit ist weit mehr als nur ein Bearbeitungsparameter. Sie beeinflusst direkt die Dichtleistung, Verschleißfestigkeit, Ermüdungslebensdauer und Montagegenauigkeit bearbeiteter Komponenten.
Unterschiedliche Anwendungen erfordern unterschiedliche Oberflächenanforderungen. Daher sind die richtige Kombination aus CNC-Bearbeitung, Schleifen, Honen und Qualitätsprüfung entscheidend für die Leistung eines Bauteils.
Für OEM-Bauteile in Bereichen wie Bergbau, Energie, Hydraulik und Schwermaschinen trägt eine stabile Kontrolle der Oberflächenrauheit wesentlich zur langfristigen Zuverlässigkeit und Produktionskonsistenz bei.