
How to Choose the Right Forging Process
Selecting the right forging process is one of the earliest and most important decisions in manufacturing. The process influences mechanical properties, production cost, machining allowance, lead time, and overall product performance. A method that works well for a forged gear blank may not be suitable for a hydraulic cylinder clevis or a large wind turbine ring.
Instead of choosing a forging method based only on price, manufacturers usually evaluate part geometry, material, production volume, mechanical requirements, and downstream machining. Understanding these factors helps engineers optimize product performance while allowing purchasing teams to compare suppliers more effectively.
This guide explains the most common forging methods, compares their applications, and outlines a practical approach to selecting the most suitable forging process for industrial components.
What Is Forging Process
A forging process shapes heated metal through compressive force to create components with improved strength and structural integrity. Unlike casting, forging refines the internal grain flow of the material, resulting in better fatigue resistance and impact performance.
Different forging processes are designed for different manufacturing needs. Large custom shafts require a different approach than high-volume automotive parts, while seamless rings demand specialized rolling equipment. Selecting the right process ensures the component meets both technical and commercial requirements.
Typical advantages of forging include:
- Higher mechanical strength
- Better grain flow
- Improved fatigue life
- Reduced internal defects
- Longer service life
Key Factors Affecting Forging Process Selection
There is no universal solution for every component. Most manufacturers evaluate several factors before deciding on a forging route.
Part Size
Large components are often produced by open die forging, while smaller precision parts are better suited for closed die forging.
Part Geometry
Simple shapes generally require less tooling, whereas complex geometries benefit from precision forging to reduce machining.
Production Volume
Low-volume projects usually prioritize flexibility and lower tooling costs. High-volume production justifies investment in precision dies.
Material
Carbon steel, alloy steel, stainless steel, aluminum, titanium, and nickel alloys all have different forging characteristics that influence process selection.
Mechanical Requirements
Applications subjected to cyclic loading or heavy impact require optimized grain flow and carefully controlled forging conditions.
Common Forging Processes for Heavy-Duty Applications
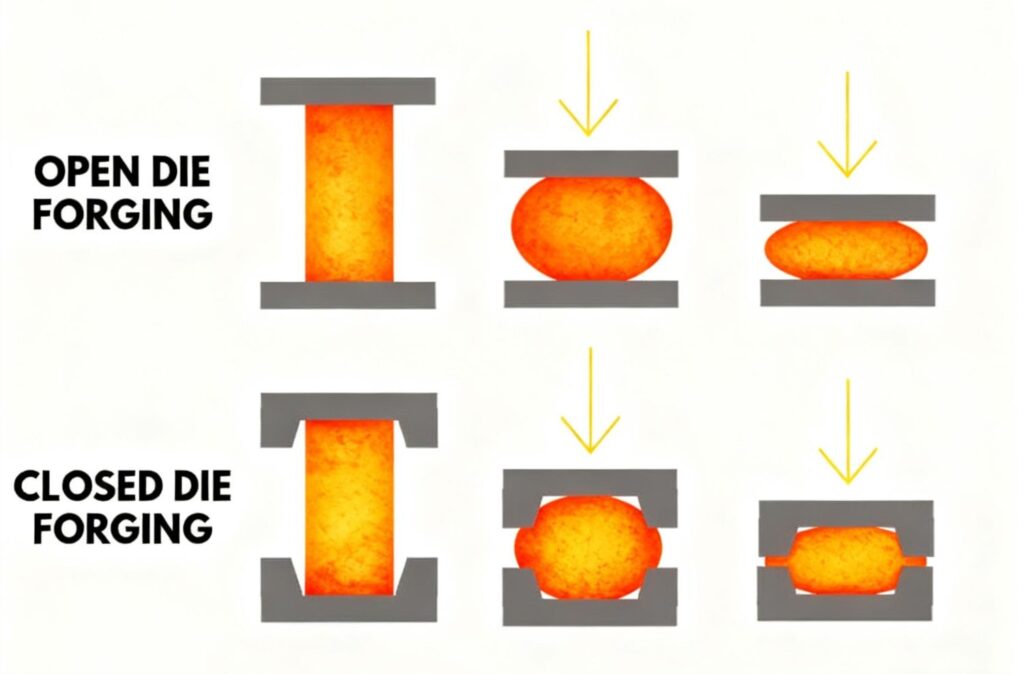
Open Die Forging
Open die forging uses flat or simple dies to shape heated metal without fully enclosing the workpiece. It is widely used for oversized or custom components where flexibility is more important than production speed.
Typical applications include:
- Large shafts
- Rollers
- Pressure vessel components
- Mining equipment
- Heavy industrial machinery
Advantages
- Suitable for large parts
- Low tooling investment
- Flexible for custom production
Closed Die Forging
Closed die forging forms metal inside precision dies, producing near-net-shape components with excellent consistency. Although tooling costs are higher, it becomes highly economical in medium and high-volume production.
Typical applications include:
- Hydraulic cylinder parts
- Automotive components
- Forged gears
- Construction machinery parts
- Agricultural equipment
Advantages
- Excellent dimensional accuracy
- High production efficiency
- Reduced machining allowance
- Consistent product quality
Ring Rolling
Ring rolling is a specialized forging process for manufacturing seamless rings with continuous grain flow around the circumference. Compared with machining rings from solid billets, ring rolling improves material utilization while enhancing fatigue performance.
Common applications include:
- Bearing rings
- Wind energy flanges
- Gear blanks
- Slewing rings
- Pressure vessel rings
Open Die vs Closed Die Forging
Both processes produce high-quality forged parts, but they serve different manufacturing requirements.
Open die forging is better suited for large, low-volume components where flexibility and material integrity are priorities. Closed die forging is ideal for complex parts requiring consistent dimensions and efficient mass production.
In general:
- Choose open die forging for oversized custom components.
- Choose closed die forging for precision parts produced in larger quantities.
- Consider ring rolling when manufacturing seamless rings with demanding mechanical properties.
Selecting the appropriate process early can reduce machining costs, improve material utilization, and shorten production lead times.
Which Forging Process Fits Your Application?
Different industries often favor different forging methods based on performance requirements.
| Application | Recommended Process |
|---|---|
| Mining equipment | Open Die Forging |
| Hydraulic cylinders | Closed Die Forging |
| Construction machinery | Closed Die Forging |
| Wind energy | Ring Rolling |
| Oil & Gas | Open Die / Ring Rolling |
| Gear manufacturing | Closed Die / Ring Rolling |
Rather than selecting a process based only on previous projects, manufacturers should evaluate each new component individually according to geometry, loading conditions, and production volume.
A Simple Forging Process Selection Workflow
Choosing a forging process is often a step-by-step engineering decision rather than a single comparison between different methods. A structured evaluation helps balance performance, manufacturability, and cost.
A typical workflow includes:
- Review the part drawing and application.
- Select the appropriate material grade.
- Define mechanical property requirements.
- Estimate annual production volume.
- Compare suitable forging methods.
- Evaluate machining requirements and tolerances.
- Confirm heat treatment and inspection standards.
- Select a supplier with the required manufacturing capabilities.
Following this process early in product development reduces design changes, shortens lead times, and minimizes production risks.
Inspection Requirements Before Production
Even the most suitable forging process cannot deliver reliable parts without proper quality control. Inspection should be considered during process planning rather than only after production.
Common inspection methods include:
- Dimensional Inspection – Verifies critical dimensions before machining.
- CMM Inspection – Confirms complex geometries and tight tolerances.
- Ultrasonic Testing (UT) – Detects internal defects in critical forgings.
- Magnetic Particle Testing (MT) – Identifies surface and near-surface cracks.
- Mechanical Testing – Confirms tensile strength, yield strength, hardness, and impact performance.
- Material Traceability – Ensures every part can be traced back to its raw material and heat treatment records.
For safety-critical industries such as mining, energy, and heavy equipment, comprehensive inspection is often just as important as the forging process itself.

How to Evaluate a Forging Supplier
Selecting the right forging supplier involves more than comparing quotations. A supplier should be able to support the entire manufacturing process, from engineering review to final inspection.
Before placing an order, consider the following questions:
- Does the supplier recommend the most suitable forging process based on your drawing?
- Can they provide in-house heat treatment and CNC machining?
- Do they perform UT, MT, CMM, and mechanical testing?
- Is material traceability available for every production batch?
- Can they handle both prototype and production quantities?
- Do they have experience with components similar to your application?
Working with a supplier that offers integrated forging, machining, and inspection often reduces communication costs and improves delivery reliability.
Conclusion
Choosing the right forging process is about finding the best balance between performance, manufacturing efficiency, and cost. Factors such as component geometry, material, production volume, dimensional accuracy, and service conditions all influence the most suitable solution.
Rather than relying on a standard approach, manufacturers should evaluate each project individually and consider the complete production route, including forging, heat treatment, machining, and inspection. This helps reduce manufacturing risks, improve product consistency, and optimize long-term production costs.
If you are developing a new component or reviewing an existing design, discussing your requirements with an experienced forging supplier early in the project can help identify the most appropriate manufacturing process before production begins.