
Open Die Forging vs Closed Die Forging: Key Differences
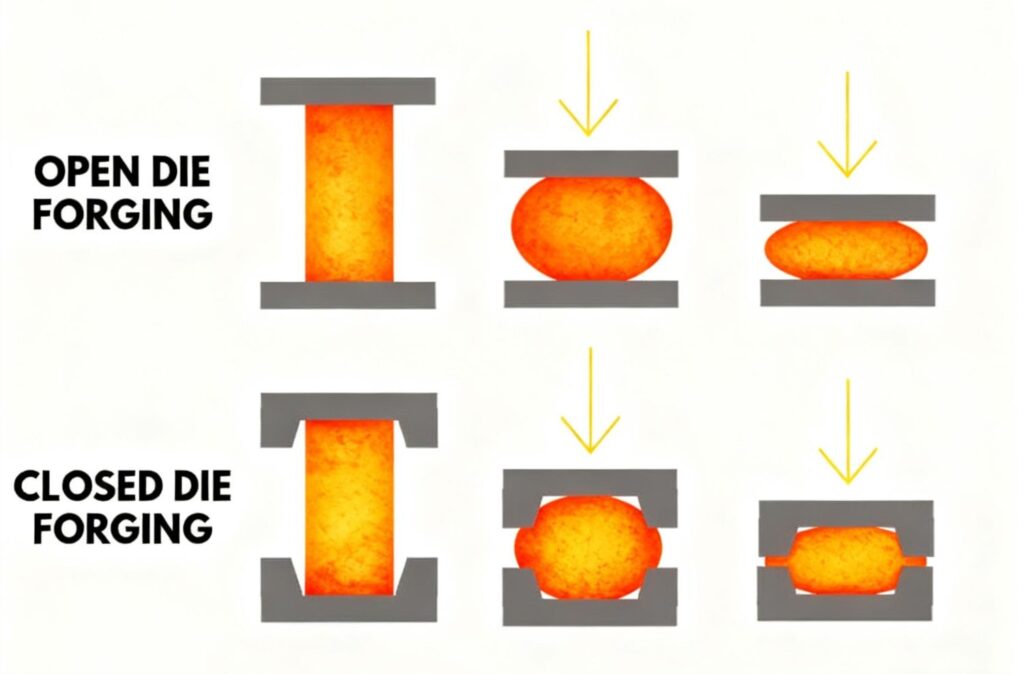
Open die forging and closed die forging are two common metal forging processes used to manufacture industrial components. The main difference is that open die forging forms metal between simple dies, while closed die forging shapes parts inside precision die cavities.
For OEM manufacturers, the right forging process depends on part size, complexity, production volume, accuracy, and cost. This guide explains the key differences, applications, and advantages of open die vs closed die forging to help engineers select the right solution.
Open Die Forging vs Closed Die Forging: Quick Comparison
| Factor | Open Die Forging | Closed Die Forging |
|---|---|---|
| Manufacturing method | Metal is compressed between flat or simple dies | Metal is formed inside a precision die cavity |
| Part size | Large and heavy components | Small to medium-sized components |
| Shape complexity | Suitable for simple geometries | Suitable for complex shapes |
| Dimensional accuracy | Requires more machining after forging | Higher as-forged accuracy |
| Tooling cost | Lower initial tooling investment | Higher tooling cost |
| Production volume | Low to medium volume | Medium to high volume |
| Material utilization | Higher machining allowance | Better material efficiency |
| Typical products | Shafts, rings, flanges, large blocks | Gears, clevises, connecting rods, hydraulic components |
What Is Open Die Forging
Open die forging, also known as free forging, is a metal forming process where heated metal is compressed between flat or simple-shaped dies without being fully enclosed. Unlike closed die forging, the material can flow freely during deformation, making it suitable for producing large and strong forged components.
Open die forging is commonly used for large steel forgings such as rings, shafts, and flanges that require excellent grain structure, mechanical strength, and durability. It is widely applied in industries including energy, mining, and heavy machinery.

Open Die Forging Process
The open die forging process usually involves several controlled deformation steps.
Typical process stages include:
Material heating
The metal billet is heated to the appropriate forging temperature.Initial forging deformation
The heated billet is compressed between flat dies to reduce its height.Drawing or elongation
Repeated compressions stretch the material into the required shape.Shaping and dimension control
Operators adjust the forging sequence to achieve the desired geometry.Cooling and heat treatment
Forgings undergo controlled cooling and heat treatment to optimize mechanical properties.
Because the dies do not confine the material completely, open die forging allows excellent grain flow and structural refinement.
What Is Closed Die Forging
Closed die forging, also called impression die forging, uses precision-designed dies that completely surround the heated metal during forming.
Under high pressure, the material flows into the die cavity and takes the required shape. Compared with open die forging, closed die forging provides better dimensional accuracy, improved surface finish, and higher repeatability.
A closed die forging manufacturer typically uses this process for medium-sized components with complex geometries and higher production volumes.

Closed Die Forging Process
The closed die forging process follows several key steps.
Billet preparation
Metal stock is cut to the required size.Heating
The billet is heated in a forging furnace to the required temperature.Die forging deformation
The heated billet is placed into the die cavity and compressed.Flash trimming
Excess metal is removed after forging.Heat treatment and finishing
Parts undergo heat treatment and machining if necessary.
Because the metal is confined inside the die cavity, closed die forging produces parts with excellent repeatability and surface quality.
Open Die Forging vs Closed Die Forging: Key Differences
1. Component Size
One of the biggest differences between open die and closed die forging is component size.
Open die forging is typically used for large components such as:
- Heavy shafts
- Large rings
- Pressure vessel parts
Because the material is not restricted by a closed cavity, manufacturers can produce much larger components.
Closed die forging is generally better suited for small and medium-sized components requiring detailed shapes.
2. Shape Complexity
Closed die forging has an advantage when components require:
- Complex geometries
- Multiple features
- Reduced machining allowance
The die cavity controls material flow and allows manufacturers to produce near-net-shape components.
Open die forging is better for simpler geometries where strength and size are the main priorities.
3. Dimensional Accuracy
Closed die forging generally provides higher dimensional accuracy because the final shape is controlled by precision tooling.
Open die forged components usually require additional CNC machining to achieve final tolerances.
For OEM components requiring tight dimensional control, closed die forging combined with CNC machining is often the preferred solution.
4. Production Volume
Production quantity is another important factor.
Open die forging is usually suitable for:
- Prototype production
- Custom components
- Low-volume orders
Closed die forging becomes more economical for:
- Medium-volume production
- Large production runs
- Repeated component designs
Although closed die forging requires higher tooling investment, the cost can be distributed across larger quantities.
Open Die vs Closed Die Forging: Cost Considerations
The most cost-effective forging method depends on the component requirements rather than simply the forging process itself.
Open Die Forging Cost Factors
Open die forging usually requires lower tooling investment because it uses simpler dies.
It is often a better choice for:
- Prototype development
- Small production batches
- Large components
- Customized industrial parts
However, additional machining may be required to achieve final dimensions.
Closed Die Forging Cost Factors
Closed die forging requires higher initial die investment due to precision tooling.
However, it becomes more economical for repeated production because it provides:
- Lower machining allowance
- Faster production cycles
- Better material utilization
- Consistent part quality
For OEM projects, the best solution depends on production volume, component complexity, tolerance requirements, and long-term manufacturing plans.
Applications of Open Die and Closed Die Forgings
Both forging methods play important roles in modern industrial manufacturing.
Open Die Forging Applications
Open die forging is commonly used in industries requiring large and durable components:
- Energy equipment
- Mining machinery
- Heavy industrial equipment
- Pressure vessels
- Power transmission systems
Closed Die Forging Applications
Closed die forging is widely used for precision components:
- Automotive systems
- Hydraulic equipment
- Construction machinery
- Gear systems
- Industrial assemblies
Selecting the correct forging method helps manufacturers balance strength, accuracy, production efficiency, and cost.
Conclusion
Open die forging and closed die forging offer different advantages for industrial component manufacturing. Open die forging is suitable for large and heavy parts, while closed die forging is preferred for complex components requiring higher accuracy and repeatability.
As a custom forging manufacturer, Weforging provides OEM forging solutions including forging, CNC machining, heat treatment, and inspection. Contact us to discuss your forged components project and request a quotation.